
陈智平 张宝婷 杨涌泉
(陕钢集团汉中钢铁有限责任公司 炼铁厂 勉县724200)
摘 要:汉钢公司炼铁厂2#高炉炉役后期冷却壁漏水且炉缸侧壁温度异常升高,2021年2月20日2#高炉进行休风大修。引进天然气新型烘炉工艺,达到了良好的效果,采用枕木中心堆包开炉方式,开炉前制定详细的开炉方案,此次开炉较为顺利,快速达产达效。
关键词:高炉;大修;开炉;达产达效
1 引言
汉钢2#高炉有效容积2280m3,共设28个风口,2个铁口。于2012年8月点火生产,高炉采用串罐式无料钟炉顶,全冷却壁冷却结构,水冷系统采用联合软水密闭循环系统。共记生产运行近9年时间,在炉役后期高炉采用缩小风口面积、加钒钛矿、加装长风口等一系列护炉措施,使高炉炉缸侧壁温度基本在可控范围内[3]。2021年2月19日停炉大修,在经过60天的停炉大修后,于2021年4月20日7:58送风开炉,送风后26h58'出第一炉铁,开炉7天后利用系数即达到2.97t/m3·d,日产达历史新高,开炉生产取得圆满成功。
2 开炉准备
2.1大修主要工艺变动
本次大修2#高炉炉缸砌筑主要采取“大块碳砖+小块碳砖+陶瓷杯浇筑”结构[5],其炉缸炉壳及冷却壁不予拆除,同时炉底保留三层炭砖,4-5层平铺大块碳砖,6-13外侧砌筑小块碳砖(石墨墙)、内侧砌筑环形碳,14-18层砌筑环形碳。
2.2 烘炉
大修开炉前必须进行烘炉操作,其主要目的是使炉体耐火材料砌体内水分缓慢蒸发,提高内衬固结强度,同时使整个炉体设备逐渐加热至生产状态,避免开炉时升温过快,水分快速蒸发使得砌体开裂和炉体剧烈膨胀而损坏设备[1]。本次高炉烘炉操作曲线见图1。
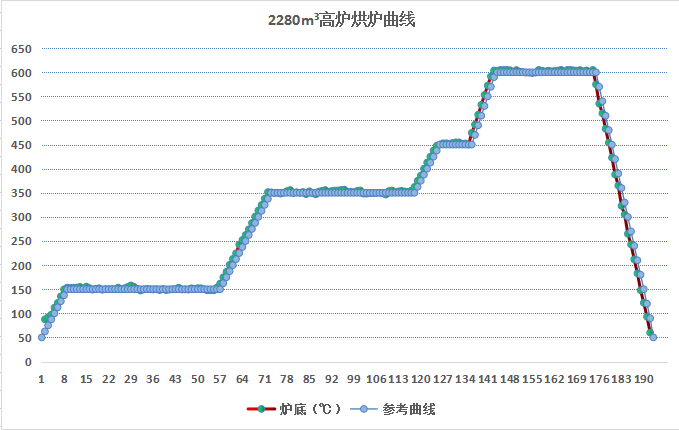
图1 高炉烘炉曲线
高炉本体烘炉从4月9号3:58开始,按计划烘炉192h,严格按照高炉烘炉曲线进行升温、恒温,升温速度为12.5℃/h,其中在150℃恒温50h、在350℃恒温50h、在450℃恒温10h以及在600℃恒温30h,充足的烘炉时间确保了本次烘炉的效果。
2.3 打压检漏
对热风炉热风总管、桥管、围管以及高炉本体,进行打压检漏;打压检漏时首先控制风压100kPa稳压30min后检查,无异常再逐步加压至400kPa 进行稳压,然后开始进行检漏,从检漏的情况来看,发现热风总管各三岔口、高炉本体冷却壁护帽等局部焊缝存在微漏现象,最后经处理圆满完成了高炉试漏工作[4]。
3 开炉参数设定及操作
3.1开炉料准备
4月18日7:05装铺底焦(2C=28t);7:30开始装柴,木材装至风口上沿时,中心4炉墙、风口区木材竖立,必须码好木材,用木材保护好风口套,19:31装柴结束;高炉开炉时填充枕木的优点在于枕木相比于焦炭着火点低,枕木燃烧后可以充分加热上部的焦炭,从而确保开炉前期炉缸热量充沛,有利于高温煤气、渣铁的通过。2#高炉此次枕木堆砌是采用炉缸中心堆包的方式,此方式有利于开炉初期中心煤气流的通过,能够形成合理的初始软熔带[2]。尤其是开炉初期枕木燃烧后可以迅速腾出空间,有利于料柱松动,改善透气性。同时风口部位的枕木在开炉初期还起到了保护风口的作用。
4月19日12:56开始装料,过程同步测量料面。开炉料主要参数如表1、表2所示:全炉焦比3.0t/t,计算生铁成分硅含量2.8%。根据高炉实际炉容大小以及原燃料条件制定开炉装料表,具体装料计算结果及装料顺序如表6所示,炉腹装净焦+熔剂料+空料,炉腰全部装空料,炉身及炉喉部位均装空料+正常料(净焦、空焦、正常料分别如表3、表4、表5所示),开炉料确保了开炉初期炉缸热量充沛,有利于渣铁顺利排出。
表1 原燃料化学成份分析
|
项目 名 称 |
TFe (%) |
SiO2 (%) |
CaO (%) |
MgO (%) |
Al2O3 (%) |
TiO2 (%) |
Mn (%) |
S (%) |
P (%) |
堆比重 (t/m3) |
|
烧结矿 |
55.6 |
5.50 |
10.52 |
1.87 |
1.88 |
0.45 |
0.20 |
0.010 |
0.10 |
1.95 |
|
球 团 |
62.0 |
6.30 |
0.65 |
1.50 |
0.55 |
0.28 |
/ |
0.005 |
0.02 |
2.40 |
|
块 矿 |
44.0 |
20.86 |
5.94 |
11.26 |
1.07 |
0.39 |
/ |
0.148 |
0.11 |
2.00 |
|
锰 矿 |
2.69 |
18.48 |
/ |
/ |
/ |
/ |
16.15 |
0.056 |
0.06 |
1.60 |
|
白云石 |
/ |
0.67 |
42.11 |
10.85 |
0.10 |
/ |
/ |
0.010 |
/ |
1.45 |
|
焦 炭 |
0.53 |
5.24 |
0.83 |
0.07 |
3.88 |
0.37 |
0.018 |
0.650 |
0.03 |
0.60 |
表2 焦炭工业分析(%)
|
水 分 |
灰 分 |
挥发分 |
硫 |
|
5.0 |
11.7 |
1.42 |
0.65 |
表3 净焦(单位:t)
|
焦炭 |
|
14.0 |
表4 空焦组成(单位:t)
|
焦炭 |
白云石 |
|
14 |
1.8 |
表5 正常料的组成情况(单位:t)
|
焦炭 |
烧结矿 |
球团矿 |
块矿 |
锰矿 |
萤石 |
|
14.0 |
17.5 |
4.0 |
4.5 |
2.0 |
0.2 |
表6 计算结果及装料顺序
|
|
体积 |
负荷 |
R2 |
R3 |
R4 |
干基焦比(t/t) |
理论出铁量 |
装料矩阵 |
|
总体积 |
2317.51 |
0.57 |
0.95 |
1.27 |
0.82 |
3.0 |
345.53 |
|
|
炉喉 |
98.03 |
2.0 |
0.96 |
1.35 |
0.96 |
0.90 |
24.5 |
C26°424°222°220°213°3O24°622°6→ C28°4C26°224°222°213°3O28°226°424°4→ C30°4C28°2C26°224°222°213°3O28°226°424°4 |
|
炉身 |
1261.69 |
0.92 |
0.96 |
1.32 |
0.87 |
1.95 |
316.25 |
|
|
炉腰 |
209.23 |
- |
0.99 |
1.26 |
0.73 |
- |
2.79 |
C20°613°6O20°6→ C22°420°413°4O20°6 |
|
炉腹 |
351.45 |
- |
0.85 |
1.04 |
0.63 |
- |
1.99 |
C13°14O3°6 |
|
炉缸 |
397.11 |
|
|
|
|
|
|
|
2#高炉于4月20日2:30装料结束,实际装入的炉料与计划装入炉料基本一致,装料过程中使用机械探尺测得的料面与计算料面深度也基本一致,在误差范围内。开炉后炉内煤气流基本稳定,渣铁排放顺畅。
3.2送风操作
3.2.1 点火送风主要参数确定:
点火时的送风比选择0.50,则点火理论风量约1140m3/min;炉料顺利下降后,逐步加风,送风初期严格按风压操作,以保证下料顺畅为原则,送风后6~9小时是软熔带形成时期,采取守风量、慢加风甚至减风的方法进行过渡,加风原则:风口均匀活跃,炉况稳定顺行,以每次不超过100m³/min,每班不超过3次,计划风量如图2所示。
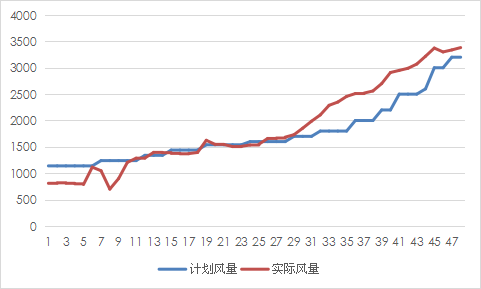
图2开炉计划与实际风量
(1)风口长度:L=620mm。
(2)风口面积:风口总面积S=0.2661m2(Φ110mm×28)。
(3)风口配置为¢110mm*28个,全开风口进风面积为0.266 m2。为确保送风顺利,减少送风后可能出现的难行,堵4#、8#、12#、17#、21#、25#风口送风,实际送风面积0.209m2,占风口总面积的78.6%,送风前再次确认签字。2021年4月20日7:58开炉送风,开炉初期具体参数时间如表7所示。
表7 开炉过程时间控制情况
|
送风点火 |
风口开始明亮 |
风口全亮 |
第一批放料 |
引煤气 |
第一炉出铁 |
|
20日7:58 |
20日8:05 |
20日8:25 |
20日9:00 |
21日0:42 |
21日10:56 |
2#高炉于4月20 日7: 58送风开炉,送风7min后风枕木着火,风口开始明亮,送风27min后送风口前枕木全部着火。送风约62min后开始放第一批正常料,装料过程中炉料开始逐步下降,根据煤气成分分析及参考相关试验数据结果,于21日0:42引煤气。
3.3 开炉初期的渣铁排放
西铁口埋导风管,东铁口安装一键出铁。埋氧枪后,送风时打开氮气及氧气阀门,φ80mm球阀安装自动化设备,根据炉内加风、冶炼以及顺行情况,专人调整流量,出铁时关闭送气阀门,遥控打开球阀,实现安全、快速出铁。经过测算配备5个铁水罐,2台机车采用直接过撇渣器放红渣方式出铁,出铁前专人检查,21日10:56打开第一铁口,11:25下渣,渣铁流动性性良好,首次出铁时间55min、出铁量190.19t(开炉料理论铁量345.5t)高炉焦炭负荷调节基本把握得当,开炉铁水以及炉渣成分如表8、表9所示。
表8 开炉前4炉铁水成分
|
开口 |
Si |
Mn |
P |
S |
V |
Ti |
|
10:56 |
4.04 |
2.32 |
0.160 |
0.025 |
0.035 |
0.133 |
|
12:45 |
3.97 |
2.45 |
0.178 |
0.030 |
0.037 |
0.126 |
|
14:30 |
2.34 |
2.57 |
0.091 |
0.012 |
0.048 |
0.170 |
|
17:23 |
2.30 |
2.44 |
0.143 |
0.019 |
0.047 |
0.179 |
表9 开炉前4炉炉渣成分
|
开口 |
SiO2 |
CaO |
MgO |
FeO |
Al2O3 |
S |
TiO2 |
R2 |
R3 |
|
10:56 |
30.53 |
32.65 |
12.23 |
2.62 |
15.65 |
0.772 |
0.40 |
1.07 |
1.47 |
|
12:45 |
31.88 |
33.10 |
12.21 |
0.39 |
15.13 |
0.538 |
0.48 |
1.04 |
1.42 |
|
14:30 |
32.35 |
33.13 |
12.19 |
0.63 |
14.22 |
0.548 |
0.49 |
1.02 |
1.40 |
|
17:23 |
32.12 |
34.39 |
12.30 |
0.63 |
14.37 |
0.650 |
0.75 |
1.07 |
1.45 |
前四炉铁水、炉渣如表可知,四炉铁水【Si】均在2.3%以上,炉温充沛,铁水【S】也在合理范围内,炉渣碱度1.02~1.07倍之间。为改善渣铁流动性,开炉前加入锰矿,因此出铁过程中渣铁流动性良好。
3.4开炉初期炉内炉外的操作制度
3.4.1炉外的调整
因开炉初期炉温高、渣铁量大,为迅速改善铁口工作状况,出铁前期炉前采取以下措施:(1)采用高强度无水炮泥,调整合理的泥炮打泥速度及压力;(2)调整开口机角度:开炉初期开口机角度设定为9°,随着各参数的稳定,逐步将开口机角度调整至12°。(3)专人检查并及时清理渣铁沟,确保渣铁顺利排放。
3.4.2炉内的调整
(1)风量:送风风量810m³/min(风机房显示1200m³/min,后期已校准),下料顺畅,送风4小时内未加风,维持送风风量,放2批料后加风至1100m³/min,第8小时压力冒尖、下料不畅,减风至700m³/min、待下料顺畅,逐步恢复风量至900m³/min(送风后6~9小时是软熔带形成时期,此时段采取守风量、慢加风甚至减风的方法进行过渡,待风压恢复至正常水平,顺行良好,可适当加风),实际风量如图2所示。
(2)风温:在负荷料下达后,开始加风温,每调节量不大于20℃,第一次出铁前,风温不大于850℃,送风初期下料顺畅实际风温调剂如图3所示
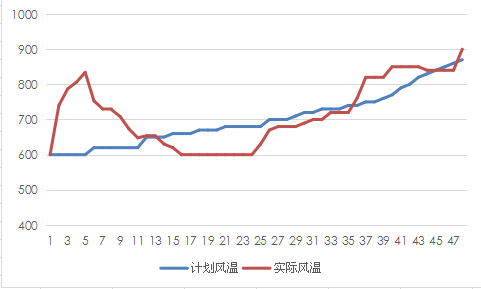
图3开炉计划与实际风温
(3)负荷:送风后如下料正常并已引煤气,在送风8小时后可考虑第一次加负荷,软融带形成期顺利渡过后至出铁前,再加一次负荷,出铁正常后,可加快加负荷速度(每10批料上调0.1),。
(4)炉温:点火后如出铁正常,则后续操作的主要任务是在保证充足的铁水物理热(大于1480℃)的条件下尽快降低生铁含硅,送风48小时后将【Si】降至2.0%以下,为利于炉缸、炉底长寿,生铁【Si】宜缓慢下降,争取送风后72小时将硅降至1.50%以下,随后视情况将【Si】降至1.0%左右,通过生产检验,设备磨合,故障处理,生产逐步走上正轨,生铁【Si】由1.0%±→0.8%±→0.5±%,根据炉况承受情况,硅控制在0.4~0.6%范围。
表10 阶段性铁水成分
|
|
Si(%) |
Mn(%) |
Ti(%) |
|
首次铁水成分 |
4.04 |
2.32 |
0.133 |
|
48小时铁水成分 |
1.78 |
1.45 |
0.181 |
|
72小时铁水成分 |
1.40 |
1.38 |
0.164 |
|
96小时铁水成分 |
0.51 |
0.48 |
0.077 |
表11 开炉后炉内矿批负荷的调整
|
时间 |
批数 |
矿批(t) |
负荷 |
酸性料比例(%) |
锰矿(t) |
|
20日 |
第6批 |
28 |
2.25 |
28 |
4 |
|
21日 |
第2批 |
30 |
2.40 |
28 |
2 |
|
|
第12批 |
32 |
2.56 |
28 |
2 |
|
|
第22批 |
33 |
2.64 |
27 |
2 |
|
|
第34批 |
34 |
2.72 |
27 |
2 |
|
|
第42批 |
35 |
2.80 |
27 |
2 |
|
|
第58批 |
36 |
2.88 |
26 |
2 |
|
|
第72批 |
38 |
3.04 |
26 |
2 |
|
|
第80批 |
40 |
3.20 |
25 |
2 |
|
22日 |
第8批 |
42 |
3.36 |
24 |
2 |
|
|
第23批 |
43 |
3.44 |
23 |
2 |
表12 开炉后炉内料制的调整
|
时间 |
项目 |
1038° |
935.7° |
833.2° |
730.5° |
627.6° |
524.7° |
421.8° |
318.9° |
216.0° |
113.0° |
|
20日 11:28 |
CO |
4 |
22 |
23 |
23 |
22 |
2 |
|
|
|
3 |
|
20日 12:20 |
CO |
4 |
2 |
23 |
23 |
22 |
2 |
|
|
|
3 |
|
21日 0:05 |
CO |
4 |
22 |
23 |
23 |
22 |
2 |
|
|
|
4 |
|
21日 2:30 |
CO |
3 |
2 |
23 |
23 |
22 |
2 |
|
|
|
4 |
|
21日 12:25 |
CO |
4 |
2 |
23 |
23 |
22 |
2 |
|
|
|
3 |
|
21日13:05 |
CO |
3 |
2 |
23 |
23 |
22 |
2 |
|
|
|
3 |

图4送风48小时高炉趋势图
如表11、表12、图4所示送风后炉内运行基本稳定,根据风量以及炉内运行情况及时调整控制参数,快速加风,每炉铁口打开后捅开一个封堵的风口,调整矿批、负荷及布料矩阵,炉况运行良好。
4 高炉开炉的成果及不足
4.1开炉成果达产达效
表13 开炉达产指标
|
日期 |
实际产量(t) |
【Si】(%) |
【S】(%) |
【Ti】 (%) |
燃料比(kg/t) |
综合品位 (%) |
|
4月21日 |
517.15 |
2.87 |
0.024 |
0.156 |
2242.91 |
57.38 |
|
4月22日 |
2982.01 |
0.71 |
0.017 |
0.116 |
574.87 |
57.53 |
|
4月23日 |
4820.91 |
0.63 |
0.015 |
0.101 |
564.86 |
57.52 |
|
4月24日 |
5027.57 |
0.32 |
0.030 |
0.037 |
541.63 |
57.72 |
|
4月25日 |
5603.19 |
0.25 |
0.035 |
0.042 |
512.96 |
57.19 |
|
4月26日 |
4160.11 |
0.58 |
0.012 |
0.138 |
515.58 |
57.05 |
|
4月27日 |
6176.04 |
0.27 |
0.023 |
0.079 |
537.62 |
57.14 |
|
4月28日 |
6537.55 |
0.24 |
0.042 |
0.048 |
519.91 |
57.16 |
|
4月29日 |
6769.99 |
0.22 |
0.033 |
0.060 |
517.79 |
57.05 |
开炉过程中主要技术经济指标见表12所示。随着开炉的进行以及各工艺参数的调整优化,高炉逐步稳定顺行。但影响高炉稳定运行的重要因素:外围设备,原料的稳定。
4.2开炉后休风情况
开炉过程中对炉身等部位进行压浆处理,4月20日炉身灌浆时机及压入量把控不到位、送风后浆料从炉衬漏浆、流至风口区,导致7#~14#风口被灌浆封堵,严重影响了送风制度以及开炉进程;
表14 开炉后高炉休风情况
|
项目 |
第一次休风 |
第二次休风 |
第三次休风 |
|
休风原因 |
处理直管法兰跑风 |
更换8#直吹管 |
更换23#膨胀节 |
|
休风时间 |
110min |
55min |
283min |
如表11所示,4月22日11:12至13:02休风110min处理送风装置跑风;4月24日8:46至9:41休风55min更换8#直吹管;4月25日23:45至26日4:28休风283min更换23#膨胀节,三次休风均快速恢复炉况,4月29日2#高炉日产达6769.99t,打破2#高炉一代炉龄的日产记录。
5 结语
1)此次开炉炉外高炉本体打压检漏、各设备的试车运行,炉内的送风、装料以及热制度的选择,开炉配料计算全炉焦比选择偏轻,前期炉温偏高,通过加风、上负荷及快速开风口措施等一系列的开炉方案,设定合理,适合2#高炉的实际生产运行情况,为2#高炉顺利开炉、快速达产达效提供了殷实的基础。
2)炉顶热成像调整了摄像头位置,更加便于观察气流分布和布料情况,及时调整布料矩阵,达到气流分布合理。
3)开炉过程中渣铁温度充沛、渣铁化学成分合适以及流动性良好,随着渣铁的排放、风量水平的提升,矿批与负荷的调整速度快,但装制始终采用中心加焦的方式疏导中心气流,保证了煤气流的合理分布。
4)送风设备缺陷,三次休风影响开炉进程。
6 参考文献
[1] 蒋友源.湘钢阳春2号高炉大修停炉操作实践[J].金属材料与冶金工程,2013,41(01):22-25.
[2] 高海潮,黄发元,等编著.马钢炼铁技术与管理[M].冶金工业出版社,2018,1
[3] 陈海龙.三钢5号高炉大修开炉快速达产实践[J].福建冶金,2020,49(04):23-27.
[4] 孙力.达钢5号高炉大修开炉实践[J].钢铁研究,2017,45(06):19-22.
[5] 王建良,刘昕,吴敏民,葛永业,潘北生.苏钢5号高炉大修开炉实践[J].炼铁,1998(03):46-48.