
刘海彬
(凌源钢铁集团有限责任公司)
摘 要:本文阐述了钛对高炉冶炼的影响及凌钢高炉高铁钛冶炼主要应对措施。5号高炉钛负荷接近9kg/t.fe,在“开放中心、稳定边缘、保风保热、以缸为纲”思想指导下,采取低硅操作,控制较高鼓风动能,强化炉前渣铁排放,确保炉缸工作活跃,实现了高产顺行目的,取得了较好经济效果。
关键词:高炉钛负荷;高铁钛冶炼低硅操作
0 引言
凌钢5号2300m3高炉于2012年10月开炉,基本上以含钛较高的地方矿粉为主。2016年以后,为进一步减少采购费用、降低生铁成本,凌钢高炉开始使用外购高钛承德球团矿。2020年,5号高炉配套的链箅机-回转窑又配加了5%的高钛建平磷铁矿。在使用过程中,随着铁水中钛含量的不断升高,高炉操作难度增加,炉况稳定性变差,焦比升高。针对这种情况,高炉开展了高铁钛冶炼技术攻关,逐步克服铁水中钛含量偏高对高炉的不利影响,形成了一套适合凌钢高炉的操作制度和管理办法,取得了较好的经济效果。
1 凌钢炼铁原料含钛情况
凌钢烧结矿原料结构为42%外矿+35%地方矿+23%厂内回收废料,球团矿原料结构为100%地方矿,高炉原料结构为65%烧结矿+25%厂内球+10%外购球和少量块矿。所有原料中地方矿含钛量较高,尤其是建平磷铁矿高达3.3%以上,外购承德球团与本地球团矿含钛量也偏高,分别达到0.85%、0.69%,外矿含钛量较低。各种原料含钛情况见下表1。
|
表1 凌钢使用矿粉成分% |
|||||||
|
矿 种 |
年份 |
TFe |
SiO2 |
S |
TiO2 |
TeO |
H2O |
|
地方矿 |
2019年 |
65.64 |
5.35 |
0.111 |
0.733 |
|
9.58 |
|
2020年 |
65.8 |
5.07 |
0.115 |
0.803 |
|
9.7 |
|
|
建平磷铁矿 |
2019年 |
65.04 |
3.43 |
0.083 |
3.31 |
|
9.5 |
|
2020年 |
65.58 |
3.17 |
0.078 |
3.36 |
|
8.4 |
|
|
承德球团 |
2019年 |
61.93 |
5.63 |
0.008 |
0.82 |
1.32 |
|
|
2020年 |
62.11 |
5.66 |
0.01 |
0.88 |
1.22 |
|
|
|
本地球团 |
2019年 |
61.66 |
6.64 |
0.01 |
0.69 |
0.48 |
|
|
2020年 |
61.95 |
6.91 |
0.011 |
0.69 |
0.38 |
|
|
2 高炉钛负荷及铁水中[Ti]、[Si]含量
2020年,5号高炉原料中钛含量及入炉钛负荷见下表2。由表2可知,高炉原料结构中烧结矿TiO2含量为0.47%,球团矿中TiO2含量为0.67%,高炉入炉钛负荷高达8.85kg/t.fe。尤其是2020年8月份以后,5号高炉配套的链箅机-回转窑单独配加5%以上建平磷铁矿,导致钛负荷升高约0.6kg/t.fe,进一步增加了高炉操作难度。
|
表2 2020年5号高炉钛负荷 |
|||
|
月 份 |
烧结矿中TiO2 |
球团矿中TiO2 |
钛负荷(kg/t.fe) |
|
2020.01 |
0.49 |
0.58 |
8.3 |
|
2020.02 |
0.35 |
0.6 |
6.9 |
|
2020.03 |
0.43 |
0.57 |
7.7 |
|
2020.04 |
0.55 |
0.58 |
9.3 |
|
2020.05 |
0.53 |
0.58 |
9.5 |
|
2020.06 |
0.47 |
0.61 |
8.6 |
|
2020.07 |
0.53 |
0.66 |
9.4 |
|
2020.08 |
0.49 |
0.86 |
10.5 |
|
2020.09 |
0.49 |
0.77 |
10 |
|
2020.10 |
0.44 |
0.69 |
8.6 |
|
2020.11 |
0.40 |
0.78 |
8.8 |
|
2020.12 |
0.41 |
0.75 |
8.6 |
|
平 均 |
0.47 |
0.67 |
8.85 |
2019年以来,凌钢5号高炉铁水中[Ti]、[Si]相关性趋势及[Ti+Si]含量的变化情况见图1。
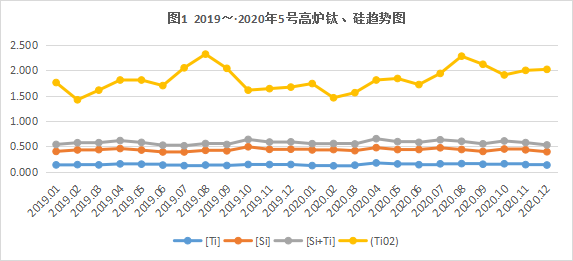
从图1可知,随着铁水中[Si]含量上升,[Ti]含量也随之升高。两年来,铁水中[Ti]、[Si]含量平均分别为0.147%、0.44%,高于其他厂家高炉炉役末期护炉水平。尤其是今年4~10月份,高炉钛负荷高达9.4kg/t.fe,炉缸、炉底温度大幅度下降(见图2),炉缸工作不活跃,高炉顺行受到严重影响。铁水中[Ti]、[Si]大幅度上升且波动较大,[Ti]、[Si]平均含量分别达到0.157%、0.45%,其中4月份分别达到0.18%、0.48%的历史最高水平。为了活跃炉缸,高炉采取大风量操作,煤气流分布不稳定,炉温、热负荷等波动较大,煤气利用率下降,4~10月份仅为42.1%,比2019年下降1.4%,高炉尽管完成了计划产量,但消耗成本较高,严重影响了高炉稳定低成本运行。
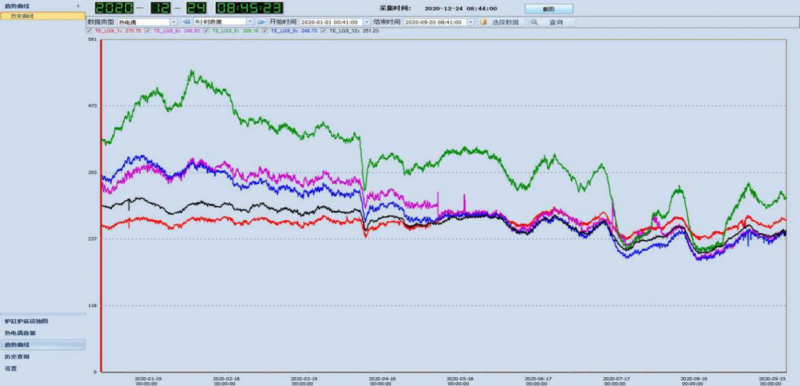
图2 标高7.3m第4、5层碳砖之间炉底温度趋势图
3 高钛矿冶炼对高炉的影响
3.1 TiO2质量分数对软融带的影响
TiO2物质到达软融带后,在大约1200℃反应生成TiC及TiN进入初渣相。首钢钢铁研究所研究表明:随着TiO2质量分数增加,液相出现的初始软化温度降低,同时初渣的融化温度升高,固液共存温度区间扩大,导致高炉软融带变宽,透气性下降。尤其是当质量分数超过6%,对高炉透气性的影响较大[1]。5号高炉TiO2质量分数约为0.5%,TiO2对软熔带宽度及高炉透气性影响不大。
3.2 温度对终渣中(TiO2)的影响
炉渣中形成的Ti(CN)过高,会增加炉渣黏度,渣铁分离差,降低高炉透气性。根据北京科技大学对低钛渣的研究[2]:当温度高于1393℃时,渣中才开始形成固熔体Ti(CN);当温度达到1510℃时,Ti(CN)达到最大值,然后随着温度升高却急剧降低,呈“山峰”状。在现实应用研究中,渣温大于1567℃就具有较好的流动性,基本不会影响炉况。
按渣温高于铁温100℃反推算,可以得到:铁水温度达到1410℃时,渣中Ti(CN)达到最大峰值,铁水温度大于1467℃时,渣中Ti(CN)基本不会影响炉渣流动性。
3.3 (TiO2)炉渣基本性质
高炉渣按(TiO2)含量划分为三种类型:高钛型(>20%)、中钛型(5~20%)、低钛型(<5%)。TiO2比SiO2酸性弱一些,随着(TiO2)的升高,炉渣熔化性温度呈升高趋势。如低钛炉渣熔化性温度在1250~1350℃,中钛炉渣熔化性温度在1310~1430℃,高钛炉渣熔化性温度在1380~1450℃。当(TiO2)含量小于4%时,提高(TiO2)含量有利于降低炉渣粘度,增强炉渣脱硫性能;当(TiO2)含量大于4%时,炉渣粘度直线上升,脱硫能力明显下降。5号高炉渣含(TiO2)约2.0%,属于低钛渣。在保证铁水温度前提下,采取低硅操作,降低铁中[Ti],提高渣中(TiO2),能够提高炉渣流动性,增强脱硫能力,有利于高炉生产。
3.4 炉缸内Ti的运行及熔解
高炉原料中的钛在软熔带就开始少量反应生成Ti(CN)进入初渣相,到达炉缸后将会进行如下反应:
Ti+C=TiC ΔG=-166483+93.11T
2Ti+N2=2TiN ΔG =-279842+129.29T
根据以上二式吉布斯自由能可以判断,当温度越低时,越容易析出 TiC、TiN。含钛物质Ti(CN)跟随铁水进入炉缸,由于比重较大透过铁水进入炉底及炉缸侧壁,因炉缸的冷却作用,有利于生成固熔体Ti(CN)并沉积,对炉底、炉缸起到保护作用,同时也很容易造成炉缸堆积、炉底升高。影响铁水中Ti(CN)的生成因素有Ti、C、N2,铁水中的C、N2基本不变,相比之下,Ti则是反应限制环节。因此,Ti在铁水中的熔解度将是生成Ti(CN)的关键因素。北京科技大学在迁钢做了相关的气、液相实验[3],得出Pco和温度对Ti在铁水中的熔解度的影响很大,温度越高,熔解度越大;Pco越大,则熔解度越小。因此,凡是有利于提高温度和降低Pco均有利于铁水中Ti的熔解,如减小富氧、风量、喷煤等能够降低Pco,有利于增加铁水中Ti的熔解。
3.5 含[Ti]铁水粘度与液相线温度
炉渣中(TiO2)为3~4%,生铁含钛超过0.15%后,炉缸明显“热结”[4],炉缸容积变小,高炉不易接受风量,技术经济指标变差,铁水粘沟粘罐现象严重。含钛铁水粘度为5~10mPa.S,不含钛铁水粘度在1300~1400℃时约为2~3.5mPa.S,熔融铁水出现固相时温度随着钛含量增加而升高。出现固相,粘度急剧增加,固相达到10~20%时,铁水将变得不能流动。
文献表明[5],随着生铁中含钛量的增加,液相线温度为增加趋势,[Ti]每增加0.02%,液相线温度将升高21.5℃。由凌钢高炉炉况波动时可以看到,当铁水[Si]、[Ti]较高时,因铁水液相线温度升高很多,渣铁流动性极差,高炉最终陷入轮番“热结”与“炉凉”的两难境地,导致高炉长期不顺。
3.6 含钛铁水成分与石墨含量的关系
当[Ti]超过0.142%后,铁水温度一旦降至接近液相线温度,铁水中石墨碳含量大幅增加,甚至产生石墨漂浮,使铁水流动性恶化。尤其是炉缸冷却壁周围的铁水由于温度的降低,石墨碳析出更多,出炉铁水极易产生粘沟、粘罐。
减少石墨析出,在保证脱硫前提下,应尽可能压低炉温,严格控制铁水中[Ti]、[C]和[Si]的含量[6]。
4 高铁钛冶炼主要应对措施
2020年,凌钢5号高炉钛负荷8.85kg/t.fe,高炉生铁[Si]平均0.436%,[Ti]平均0.146%,(TiO2)平均1.867%,属于高铁钛、低渣钛冶炼。铁中[Ti]长期超过了高炉炉役末期护炉水平,给高炉操作带来了很大困难。针对这种情况,高炉采取了一系列应对措施,实现了高炉稳定顺行,取得了较好经济效果。
4.1以原燃料为基础,严控原燃料质量
精料是实现高炉高产、优质、低耗、长寿的基础,更是高铁钛冶炼高炉稳定顺行的基础。凌钢5号高炉原燃料为自产烧结矿、球团矿及100%外购焦炭,烧结比不到65%,烧结矿转鼓较差,外购焦炭质量不稳定,具体情况见表3。
|
表3 2020年5号高炉原燃料质量(%) |
||||||||||
|
焦炭种类 |
水份 |
灰分 |
挥发分 |
固定碳 |
硫分 |
M40 |
M10 |
CSR |
CRI |
含粉率 |
|
清涧 |
7.27 |
12.17 |
1.47 |
86.48 |
0.66 |
86.7 |
6.0 |
70 |
21 |
7.81 |
|
和村 |
11.82 |
12.28 |
1.51 |
86.34 |
0.74 |
89.2 |
6.3 |
67 |
23 |
7.29 |
|
赵城 |
9.00 |
12.39 |
1.48 |
86.25 |
0.71 |
87.1 |
6.5 |
67 |
23 |
5.39 |
|
修文 |
10.11 |
12.22 |
1.48 |
86.45 |
0.98 |
86.4 |
6.3 |
71 |
19 |
8.58 |
|
峰煤干熄 |
1.33 |
12.31 |
1.38 |
86.44 |
0.70 |
89.4 |
6.0 |
67 |
22 |
- |
|
太原干熄 |
1.26 |
12.09 |
1.38 |
86.69 |
0.74 |
91.4 |
4.5 |
71 |
18 |
3.88 |
|
天铁干熄 |
2.31 |
12.71 |
1.41 |
86.06 |
0.78 |
85.7 |
6.4 |
69 |
21 |
- |
|
定州干熄 |
0.79 |
12.35 |
1.37 |
86.45 |
0.66 |
90.4 |
4.6 |
69 |
21 |
3.03 |
|
煤粉种类 |
内水 |
外水 |
灰分 |
挥发分 |
硫分 |
低位热值MJ/kg |
高位热值MJ/kg |
固定碳 |
|
|
|
地方烟煤 |
2.34 |
18.35 |
7.1 |
31.94 |
0.33 |
23.4 |
29.42 |
59.38 |
|
|
|
洗混煤 |
4.47 |
9.67 |
14.24 |
12.96 |
1.23 |
27.37 |
30.58 |
73.84 |
|
|
|
原料 |
TFe |
FeO |
SiO2 |
Al2O3 |
CaO |
MgO |
S |
R2 |
转鼓 |
抗压N |
|
球团矿 |
63.48 |
1.10 |
5.57 |
1.10 |
0.55 |
0.65 |
0.01 |
0.10 |
95.94 |
2365 |
|
烧结矿 |
53.63 |
9.54 |
5.72 |
2.31 |
12.64 |
3.00 |
0.03 |
2.21 |
75.63 |
|
4.1.1 严控原燃料入厂质量
一是提高入厂矿粉质量标准:凌钢地方矿粉含Ti、K、Na、Zn、S都比较高,可谓“五毒”俱全。除对矿粉品位、SiO2、P、S等常规成分控制外,逐步新增对矿粉中Ti、K、Na、Zn进行严格控制,详见表4。不符合标准要求大幅度降价,尤其是K、Na、Zn等有害元素,超出限值无条件拒收。
|
表4 凌钢地方矿粉采购标准% |
||||||
|
品位 |
SiO2 |
S |
P |
TiO2 |
Zn |
K2O+Na2O |
|
66 |
≤7 |
≤0.2 |
0.05~0.1 |
≤0.8 |
≤0.03 |
≤0.2 |
二是严格执行入垛焦炭质量标准:5号高炉用焦炭全部为外购,为确保高炉长期稳定顺行,严禁不合格焦炭入垛。拒绝入垛标准为:M40<83%、M10>7.5%、CSR<65%。
4.1.2 严控原燃料入炉质量
一是优化创新突破,提升人造富矿质量:通过管理创新、技术突破,提升烧结、球团生产水分、料面控制水平,治理系统漏风,保障设备运行精度,努力提高烧结矿、球团矿质量。
二是优化备垛上料,减少焦炭混料:焦炭品种多,质量差别大,尽量采取单品种“平铺直取”备垛;焦炭上料系统皮带长约4km,全程25min,如果按5分斗要料,大约15min就能上满槽,很难保证不混料。通过好坏搭配、减少品种、固定料流、定量上料、空出料段、密切联系等,尽量避免混料。
三是优化振料时间,提升筛分效果:通过合理调整给料机振幅及闸门开启度,统一优化给料机振料时间,调整烧结矿、球团矿、焦炭振料速度,分别为40kg/s、60kg/s、30kg/s相对合理。同时,合理调整振动筛振幅,周期交替更换上、下层筛片,定时定人检查筛子状况,确保筛分效果。
四是优化装料顺序,实现原料充分混匀:对12个矿槽进行烧结矿-球团矿-烧结矿-球团矿-烧结矿“五段式”排料,并灵活调整各料斗上料量,实现烧结矿、球团矿充分混匀入炉,防止球团矿滑向中心导致布料偏析。对5个焦槽进行干熄焦-水熄焦-干熄焦“三段式”排料,并灵活调整各种焦炭比例,将最好的干熄焦布到中心,强力稳定中心气流。
4.2 以炉内操作为关键,优化调整操作制度
高铁钛冶炼高炉顺行区间窄,操作难度大。以炉内操作为关键,树立“超压差”、“低料线”、“炉凉”、“憋铁”等规范化操作观念,建立“热负荷”、“低炉温”、“燃料比”、“煤气利用率”等趋势化、定量化管理制度,推行“定炉温、定料批、定顶压、定压差、定碱度”的“五定”标准化操作规范,精准判断、精确调剂、精密组织、精细管理,优化调整各项操作制度,实现煤气流合理分布,炉缸工作良好,炉况稳定顺行。
4.2.1 稳定边缘,开放中心,优化高炉装料制度
5号高炉原燃料条件较差,基本装料制度为“窄平台+中心焦”,矿平台宽度
为6度,中心焦比例25%,取得了较好的经济效果。但随着炉役的增加,以及高炉钛负荷的升高,2020年前几个月炉况并不稳定:炉缸、炉底温度大幅度下降,热负荷周期性波动,炉温起伏大,高炉时常出现次中心“过吹”。原因之一是高炉钛负荷高,炉温低时炉缸Ti(CN)、石墨炭富集,炉温高时铁水流动性差,炉温波动频繁交替出现,最终导致炉缸堆积,中心“死料堆”肥大,整体料柱透气性差,造成最薄弱的次中心“过吹”现象。10月份以后,高炉制定了“开放中心、稳定边缘、保风保热、以缸为纲”的操作方针,调整装料制度为“负角差+窄平台+中心焦”,改善烧结矿质量,下调炉温规范,高炉逐渐恢复正常。目前,高炉技术人员正在研究“窄平台+次中心焦”、“宽平台+中心焦”等装料制度,以便进一步稳定炉况,提高煤气利用率,降低焦比。
4.2.2 上下兼顾,合理布局,优化高炉送风制度
炉缸工作活跃是高铁钛冶炼的关键。高炉原燃料条件较差,一直采用较小的风口面积。为了确保炉缸活跃,10月末利用计划检修机会对送风系统参数进行了部分调整:逐步增加风量300m3/min,提高风速和鼓风动能,建立了炉缸、炉底温度监控模型,严格贯彻“保风保热、以缸为纲”思想。调整后,炉缸、炉底温度上升,炉缸活跃程度明显增强,收到了较好效果,见表5。
|
表5 2019~2020年凌钢5号高炉主要送风参数及炉缸炉底温度 |
|||||||||
|
年 份 |
日产量t/d |
风量m3/min |
风口面积m2 |
风速m/s |
鼓风动能kg.m/s |
7.29m炉底温度 |
8.5m炉缸最高温度℃ |
9.0m炉缸最高温度℃ |
9.5m炉缸最高温度℃ |
|
2019年平均 |
5732 |
4655 |
0.3115 |
280 |
13262 |
604 |
375 |
455 |
443 |
|
2020年10月前 |
5734 |
4831 |
0.3075 |
292 |
15034 |
490 |
263 |
280 |
256 |
|
2020年10月后 |
5843 |
4958 |
0.3095 |
296 |
15133 |
531 |
327 |
354 |
329 |
4.2.3 稳定炉温,保证热量,优化高炉热制度
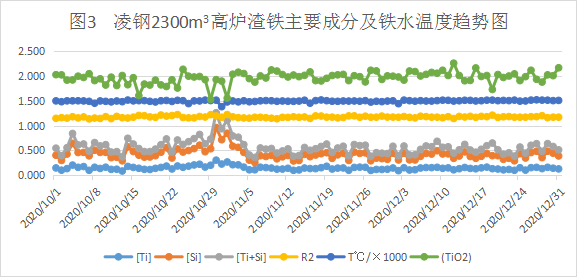
合理控[Si]、控[Ti]是含钛高炉操作的重点。通过铁水粘度与液相线温度以及含钛铁水成分与石墨含量的关系,结合高炉生产实际,在保证脱硫前提下,采取了降硅操作。严格控制[Si]为0.35%±0.05%,[Si+Ti]为0.4~0.55%,铁水温度为1490±10℃(见图3)。控制铁中[Ti]<0.14%,促使钛向渣中转移,这样既保证了铁水流动性,又提高了炉渣流动性。采取措施后,12月份,铁水[Ti]、[Si]分别完成0.134%、0.396%,平均日产完成5934吨的历史最高水平。
4.2.4 合理控硫,工序兼顾,优化高炉造渣制度
5号高炉炉渣(TiO2)含量约2.0%,小于5.0%,属于低钛渣。但铁中[Ti]高,基本长期维持在0.15%,属于高铁钛冶炼。由低钛炉渣性质可知,提高渣中(TiO2)含量有利于降低炉渣粘度,增强炉渣脱硫性能。在工艺操作上,严格控制[Ti]<0.14%、[Si]在0.30%~0.40%、炉渣二元碱度R2在1.12~1.18倍范围内。当特钢冶炼高标准品种钢时,控制R2在中上限水平,保证[S]≤0.030%;正常生产时控制R2在中下限水平,保证[S]≤0.035%,并保证铁水温度1480℃以上。通过合理控制炉渣碱度,控制铁中[S]既要满足下道工序生产,又要保证炉缸工作活跃,实现高炉长期稳定高效运行。
4.3 以炉前操作为重点,强化高炉渣铁排放工作
高炉铁口浅,炉缸内铁水容易形成“环流”,长期侵蚀炉缸“象脚区”;高炉铁口浅,不利于炉缸中心活跃,容易造成中心“死料堆”肥大,加剧铁水“环流”侵蚀炉缸,严重影响高炉顺行、长寿。同时,铁口浅容易发生各类铁口事故,甚至炉缸烧穿,导致高炉大修。要牢固树立“憋渣铁就是事故”、“浅铁口就是要命”的理念,及时排净渣铁,确保高炉稳定顺行长寿。
4.3.1 狠抓炮泥质量,保证铁口深度
“浅铁口就是要命”。高炉不顺、短寿往往从连续浅铁口开始,保证铁口深度是炉前日常操作的核心。采取炮泥多家备用、质差淘汰、事故炮泥等措施,改善炮泥质量,实施定量打泥,严格执行交接班制度,杜绝浅铁口、潮铁口、铁口渗漏等现象,保证铁口深度。
4.3.2 提高铁口泥套质量,杜绝堵铁口冒泥现象
铁口泥套质量差,容易发生堵不上铁口、高炉休慢风、铁水落地、刷坏泥炮、刷坏冷却水管道、放炮等生产安全事故。通过取消低价中标、优质优价,提升铁口泥套浇注料质量,改进泥套制作方法,保证铁口泥套完好,杜绝堵铁口冒泥现象。
4.3.3 精密组织兑罐出铁,保证渣铁及时排净
“憋渣铁就是事故”。憋渣憋铁容易导致炉墙粘结物脱落、炉凉、铁水跑大流、坏风口、风口烧穿等事故,高炉炉型受到破坏,炉况长期不顺,保证及时排净渣铁是炉前工作的第一要务。尽量采取双铁口对出,既有利于炉前量化操作,又能稳定铁口深度;精密组织、内外协调,及时为高炉取兑罐;经常校核开口机大臂与钻杆平行精度;推行铁口预钻制度,确认铁口泥套完好、铁口眼对中;针对炉温高低不同,优化开铁口方式,分段选择钻头大小,准确把握更换钻头时机,力争顺利打开铁口,保证及时排净渣铁。
4.3.4 推行零故障管理,大幅度降低设备故障
设备稳定运行是高炉稳定的前提。尤其是炉顶、炉前、送风等主线设备至关重
要,发生故障会直接造成高炉休慢风。通过贯彻设备优质优价思想,不惜成本坚决提升主线设备质量;建立零故障奖励制度,加强日常化维保,落实专业化点检,实
|
表6 2019~2020年凌钢5号高炉主要指标 |
||||||||||||
|
年 份 |
日产量(t) |
系数(t/m3d) |
喷煤比(kg/tfe) |
燃料比(kg/tfe) |
煤气利用率(%) |
品位(%) |
一级品率(%) |
[S] (%) |
[Si] (%) |
[Ti] (%) |
[Si]+[Ti](%) |
(TiO2) (%) |
|
2019年 |
5732 |
2.492 |
134.43 |
526.01 |
43.45 |
57.39 |
90.98 |
0.022 |
0.431 |
0.139 |
0.570 |
1.79 |
|
20.1~11 |
5745 |
2.498 |
132.47 |
521.71 |
42.26 |
57.15 |
82.03 |
0.024 |
0.440 |
0.147 |
0.587 |
1.85 |
|
2020.12 |
5934 |
2.580 |
130.88 |
523.42 |
44.11 |
57.05 |
84.75 |
0.025 |
0.396 |
0.134 |
0.530 |
2.02 |
施周期化更换,完善系统化定修,全面推进全员设备管理,基本实现了设备零故障运行,高炉计划检修周期达到6个月,高炉各项指标明显改善,取得了良好经济效果(见上表6)。
5 结语
1)精料是高炉稳定、高产、低耗的基础。凌钢高炉钛负荷约9kg/t.fe,铁中[Ti]含量接近0.15%,渣中(TiO2)含量约2.0%,属于高铁钛冶炼,操作难度极大,需要在矿粉源头上有效控制钛含量。
2)高炉操作基本原则是“开放中心、稳定边缘、保风保热、以缸为纲”。尤其是高铁钛冶炼,没有较高的鼓风动能、铁水温度,没有良好的炉缸工作状态,就不可能保证高炉长期稳定顺行。
3)高铁钛冶炼高炉顺行区间窄,低硅操作是唯一出路。根据凌钢原燃料条件及高炉操作实践,保持[Si+Ti]含量0.40~0.55%、R2在1.15±0.03相对合适,铁水和炉渣流动性均能得到提高,能够维持高炉长期稳定高效运行。
4)炉前渣铁排放是高炉操作重点。“憋渣铁就是事故”、“浅铁口就是要命”绝不是危言耸听,高炉操作者一定要认识到炉前渣铁排放的重要性。
参考资料
[1] 赵永彬,张建良,宁晓钧等。低钛高炉渣中Ti(C,N)形成的研究[J],钢铁钒钛,2014(1),No.78~84.
[2] 董一城,余绍儒。钛在高炉内的行为及其对炉缸炉底寿命的影响[J],钢铁,1988(2),No.3~8.
[4] 李杨,程树森,蔡皓宇。高炉内Ti(C,N)生成的热力学分析[J],钢铁研究,2013(5),No.14~18+26.
[5] 贺媛媛,刘清才,杨剑,陈黔湘,敖万忠。含钛铁水流动性能研究,钢铁钒钛,第31卷第2期,2010年4月,V01.3,No.2,10~14.
[6] 丁宝忠.含钛铁水流动性的研究,炼铁,1990年第5期,No.5~9.
[7] 丛家瑞,曹兴言,高洪吾,赵璞,韩正,吕经建。过共晶铁水漂浮石墨形成机理的研究,大连工学院学报,1986年9月,V01.24,No.3,13~18.