
放料检测仪在首钢高炉上料系统中的应用
王明银 崔允 代洪恺
1 放料状态检测仪使用背景
目前首钢炼铁高炉使用的检测料空信号的方式是除京唐 3#高炉只使用放料状态检测仪做为料空信号检测外,其余采用放料状态检测仪与核仪表料位计共同检测料控信号。核仪表即在料罐底部一端安装放射性物质、另一端安装放射性物质检测装置,通过检测放射性物质的强度来达到检测料罐料空。由于这种检测方式使用放射性物质,所以对人体危害较大,生产、维护人员作业时需要配备专用检测仪器,定期进行体检。
高炉检修时需要进行多部门联合对核源检测设备进行检查、保护、安装和拆卸,生产组织难度较大、成本较高。
放料状态检测仪属于冶金业高炉料罐放料控制技术领域,提供了一种新型的判断高炉料罐料空的方法。对于冶金业来说,高炉料罐放料控制在冶金炼铁业有着极其重要的作用,是保证高炉料线和布料均匀的关键。确保高炉料线和布料均匀与否的核心是料罐的料空信号是否准确。国内许多大型钢铁厂都是采用核仪表检测高炉料罐的料空,使用核仪表检测料空维护成本较大,要定期对核仪表操作人员进行专业体检,要定期使用专业的放射源辐射检测仪表对放射源进行泄露检测。而使用振动值检测料空精度较高,维护成本较小,安全环保,市场前景很好。
2 放料状态检测仪使用目标
设备的总体技术目标为使用振动检测信号稳定、可靠地判断高炉料罐料空,并在高炉炼铁生产中替代核仪表检测高炉料罐的料空。
3 放料状态检测仪研制
3.1 放料状态检测仪设计
为了节约成本,减少对生产、维护人员的身体损害,探索使用振动信号取代核源检测设备来检测料空。将检测振动的探头安装在料罐下方,通过下料过程中料流碰撞管道内壁测量振动值,通过分析料罐在各种状态(装料、放料、均压、放散、节流吹扫等)下振动值曲线和料罐的状态,得到料空信号和放料时间。在放料时通过监测振动值处理出蓬料报警,使岗位工更及时准确的处理料罐蓬料。
在高炉料罐底部下密封阀的下方斜管道外壁处安装加速度传感器来检测料罐放料时管道外壁的振动强度。检测的振动强度信号通过信号转换器转换成可编程控制器接受的模拟量信号,然后由可编程控制器将模拟量信号量程转换,得到料罐放料时管道外壁的振动值。
优点:方法精度较高,且安全环保,无辐射,对人体没有任何伤害。
缺点:料空检测不是直观显示,是通过料罐状态直观判断出来的。
测振蓬料报警技术:
①原理:当料罐下密封阀打开,节流阀开到设定角度后,料罐进入正在放料状态,在正在放料过程中出现料罐不向高炉炉内放料时,相应的振动值也会减小,当放料时间未达到设定的报警时间(设定报警时间=最小放料时间-10)是就会蓬料报警。
②系统构成:由监控中心和监控终端两部分构成。监控终端由振动检测装置、信号转换器、PLC 组成。监控中心由上位软件、计算机等构成。
③技术特点:报警准确率高,管理、维护方便
3.2 放料状态检测仪使用场景
①监控终端部分,将京唐 3#和迁钢 2#高炉南、北料罐底部各安装一个振动检测装置和信号转换器,通过信号转换器转换成模拟量信号给上料 PLC,PLC 经过量程转换成振动数值, 为料空检测系统提供原始基础数据。
现场振动检测装置采用美国进口传感器,信号转换装置采用北京首兴合众科技有限公司生产的 LZSY-a 放料状态检测仪。
②监控中心部分,监控京唐 3#和迁钢 2#高炉南、北料罐,进入主控室现有的上位机画面。通过 PLC 编程完成料罐料空判断。
上位机程序软件可实现功能:南、北料罐测振料空显示;南、北料罐南放料时间显示、料罐正在放料时蓬料报警;南、北料罐测振时间法料空切换画面;南、北料罐 15 批料放料时间显示。
上、下位程序按要求编译,装载于在线使用的计算机中,完成数据的处理、采集、显示、联锁功能。
3.3 放料状态检测仪调试
应用的振动检测装置和信号转换器都是按照厂家要求安装。振动检测装置的最优位置方法是在放料时将振动检测装置贴在下密阀与节流阀之间的管道外壁处,振动值显示较大而且在放料结束时振动值显示立即减小。经过长期在线测试,已经确认南、北料罐振动检测装置的最优位置,能如实的反映料罐的放料情况。
①2014 年 10 月 7 日投入振动料空测试,截止到 2014 年 10 月 26 日 9:50 北罐共测试 2358罐,南罐共测试 2399 罐;其中北罐放矿石 813 罐;北罐放焦炭 1545 罐;南罐放矿石 1619罐;南罐放焦炭 780 罐。在 PLC 程序中实际圈数与设定圈数的差值大于0.7 时会对节流修正,因此我们认为实际圈数与设定圈数小于 0.7 时认为是准确的。对照表如下:

4 放料状态检测仪应用
4.1 总体使用概况
在上料炉顶系统画面增加料罐振动值显示和测振料空显示,当料罐投入测振料空时振动值显示为红色字,当料罐不投入测振料空时振动值显示为黑色字。
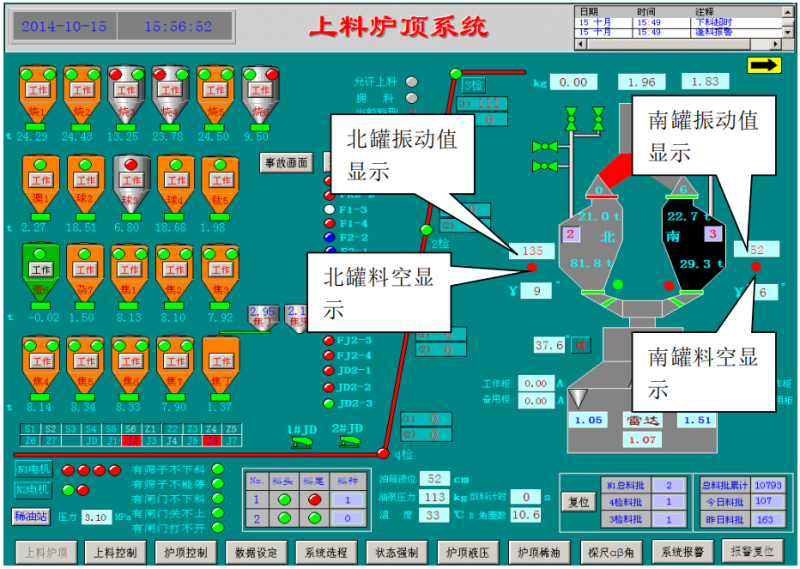
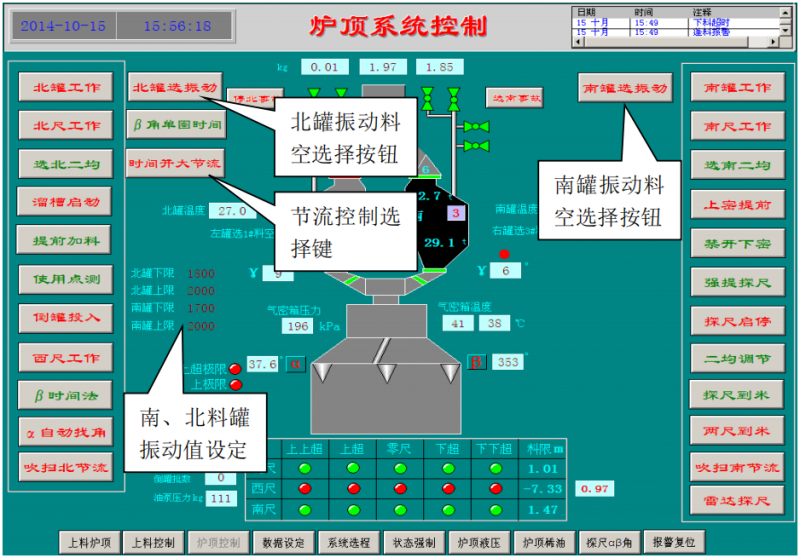
在炉顶系统控制画面增加两个振动料空选择按钮,一个节流控制选择按钮,增加放料开始和结束时振动值设定。节流控制选择按钮是料罐在放焦炭时选择时间法还是料空法,时间法是指在放料达到一定时间后开大节流;料空法是指在料罐料空之后开大节流。
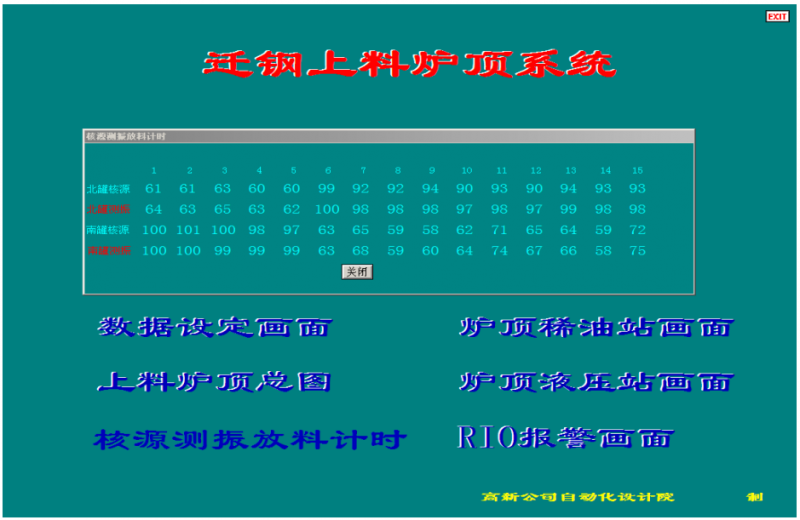
在主画面增加核源测振放料计时对照显示画面,方便在双系统同步运行期间放料时间对比。
下一步工作是增加振动故障时时间法料空程序,并在画面上增加选择键和时间设定。时间设定在画面设置寄存器,方便操作工在振动故障时临时放料控制时间。振动料空时间法只是在振动故障时才能投入,投入后计控人员处理故障,处理完毕后立即投入振动料空。
4.2 首钢迁钢典型应用说明
迁钢二高炉上料使用振动信号检测料空系统投入后,能在料罐放料过程中准确的显示出料罐料空和蓬料报警,南、北料罐在放焦炭、矿石放料具体情况如下:
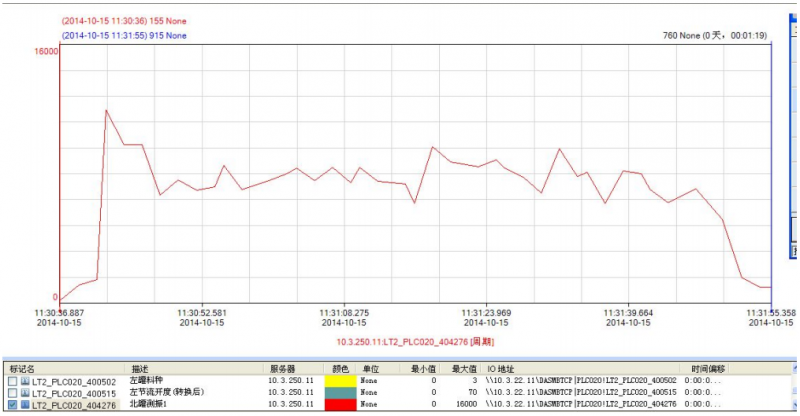
①如下图北罐在 11:30:41 开始放矿石,11:31:51 料罐料空;放料期间振动值最大值达到 12021,最小值达到 5181;放料时间为 68 秒。
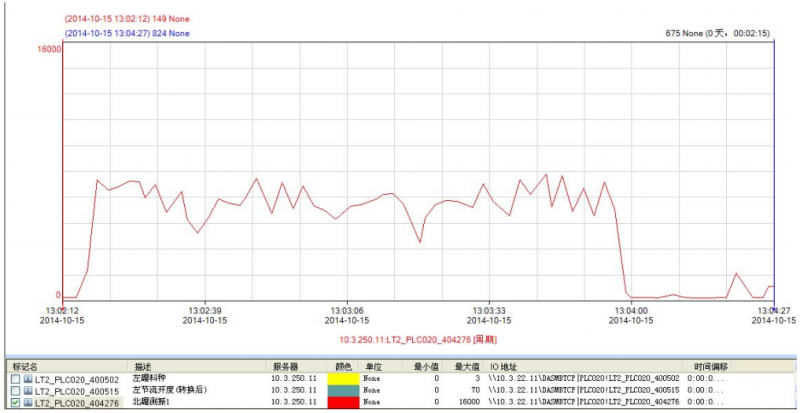
②如下图北罐在 13:02:17 开始放焦碳,13:03:59 料罐料空;放料期间振动值最大值达4到 7835,最小值达到 3555;放料时间为 98 秒。
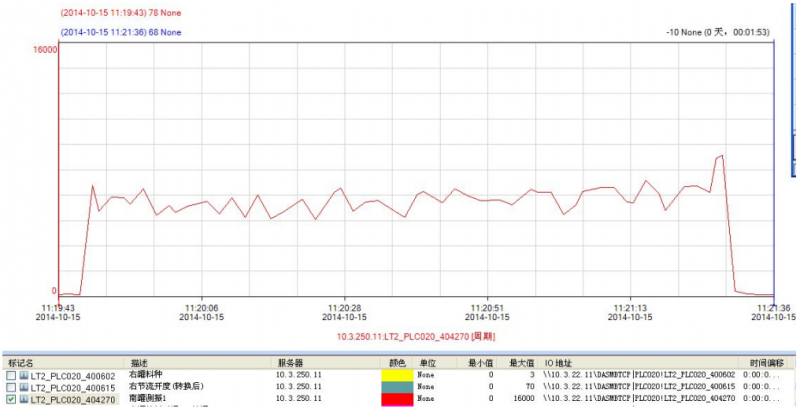
③如下图南罐在 11:19:47 开始放焦炭,11:21:30 料罐料空;放料期间振动值最大值达到 8950,最小值达到 4874;放料时间为 100 秒。
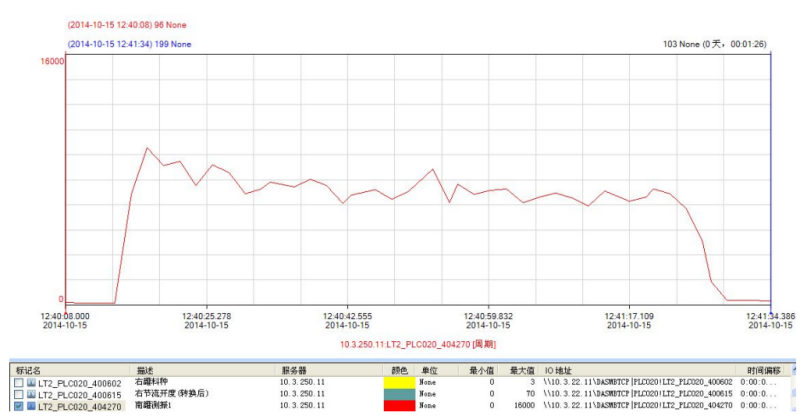
④如下图南罐在 12:40:16 开始放矿石,12:41:27 料罐料空;放料期间振动值最大值达到 10069,最小值达到 4101;放料时间为 69 秒。
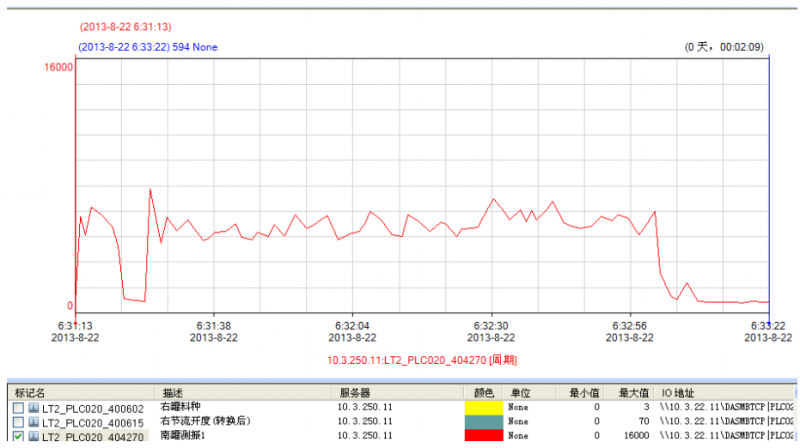
⑤如下图在南罐放焦炭时振动曲线,06:31:13 开始放料,06:31:22 发生蓬料,06:31:26,料罐恢复正常放料,06:33:03 放料结束。放料期间发生蓬料 4 秒。
⑥自 2 高炉 2014 年 11 月 12 日 16:00 送风以后,11 月 13 日到 11 月 16 日期间上料在放料期间频繁发生蓬料报警。统计蓬料报警时间较长次数如下:北罐 9 次,南罐 18 次。均由料罐振动值体现出来并在画面上报出,方便岗位人员处理蓬料故障;而核源检测料空并不能体现出料罐蓬料报警。
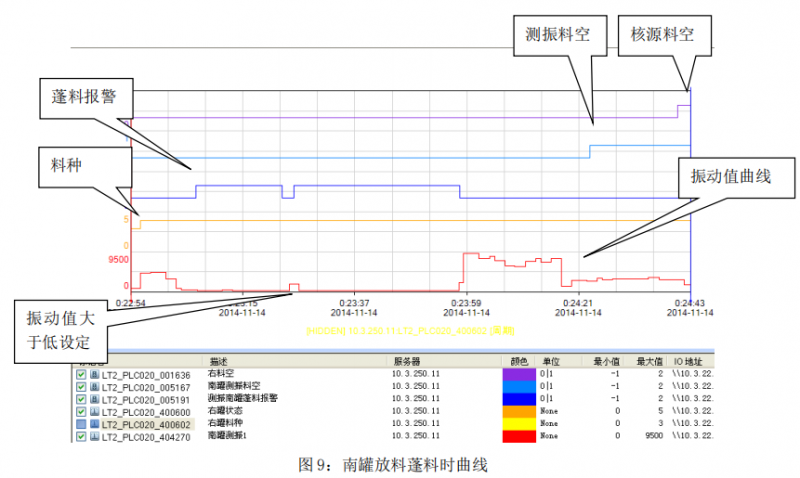
从振动值曲线可以看出在放料开始 11 秒后发生蓬料,岗位人员发现后进行处理。岗位人员在处理蓬料过程中,从振动值曲线可以看出在岗位人员处理过程中振动值大于低限后蓬料报警消除;之后又发生蓬料报警,最终正常放料。而核源只能检测料空,无法判断在放料过程中的蓬料。这是测振料空比核源料空的最大优点。
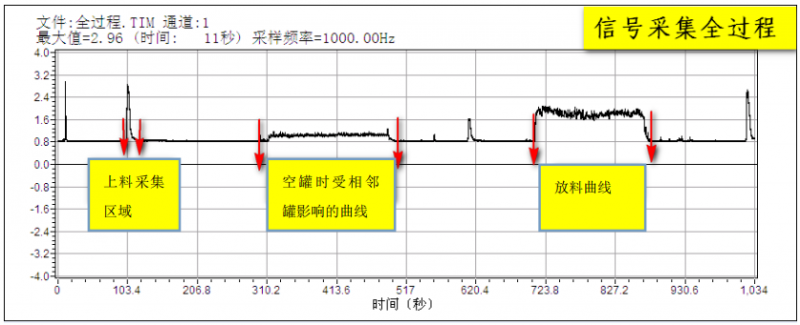
4.3 首钢京唐 3#高炉典型应用说明
将振动检测传感器贴在下密阀与节流阀之间的管道外壁处,选择振动值显示较大而且在放料结束时振动值显示立即减小的位置见图 10,经过在线测试,确认了振动检测装置的恰当位置,能够如实的反映料罐的放料情况,并通过图线的变化趋势和幅值得出料空时的状态和料空时间并能区分料罐放料时的材料。

曲线分析:
①如下图 11 所示左罐在 700s 时开始放矿石,860s 时料罐料空;放料期间振动值最大值达到 2.8V,电流信号经 PLC(400-4000)的量程转换后,整体振荡在 2500 左右的区间内, 瞬时值如图 12,放料时间为 160 秒左右。其中零罐显示为相邻右罐焦炭放料时采集到的振动信号,可作为右罐放料时间校准的参考。
②如下图 13 左罐在 9s 时开始放焦碳,177s 料罐料空;放料期间振动值最大值达到 2.07V,电流信号经 PLC(400-4000)的量程转换后,整体振荡在 2000 左右的区间内瞬时值如图 14,放料时间约为 168 秒。
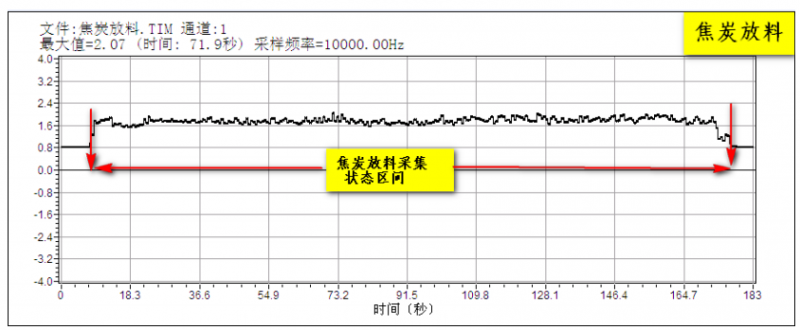
③通过曲线可以精确计算出矿石和焦炭的放料时间
④通过比较两组曲线的振动值的幅值范围及放料时间可以区分料罐内的材料
⑤放料状态检测仪使用结论
通过使用振动信号检测料罐料空技术的实施,可以在高炉料罐放料过程中准确的显示出料罐底部振动值,通过 PLC 程序处理后能准确显示料罐料空,在放料过程中能准确提示岗位操作人员蓬料。
京唐 3#高炉自 2019 年 4 月 26 日投产至今,放料状态检测仪充分体现了:安装方便,检测灵敏,连续监测,准确稳定,价格低维护费用少,无放射污染等特点优势,保障满足了特大高炉上料需求。在高炉打产期间充分发挥产品连续监测优势,提高了高炉上料、佈料系统效率和自动化操作水平。没有因为检测仪料控信号不准、不稳定而影响高炉上料。被高炉上料技术人员誉为“高炉料罐上料监测的听诊器”。