
柳 萌
摘 要:针对我国炼铁实际情况,提出了高炉“长流程”和直接还原+电炉短流程碳减排、碳中和共同发展的思路:高炉“长流程”应在传统节能减排措施的基础上,大力发展富氢冶炼、高富氧及全氧冶炼以及高炉煤气自循环等先进技术。短流程应着重发展氢基竖炉、氢基熔融还原+电炉冶炼技术,同时注重回转窑、转底炉进行氢基化改造工作。大力发展智能化、数字化技术,助力钢铁行业全面实现碳减排、碳中和目标。
关键词:长流程;高炉;碳减排;氢冶金;氢基竖炉;氢基熔融还原;智能制造
1 概述
我国是世界上最大的粗钢生产国和消费国,据统计,2020年我国粗钢产量达到 10.65 亿 t,占全球粗钢产量的 57%。2020年我国碳排放量占全球碳排放总量 60%以上。而在我国碳排放总量中,钢铁工业碳排放量约占15%,是制造业中碳排放量最高的行业之一。 因此随着我国“双碳”政策的逐步落实及实施,钢铁工业面临的碳减排压力巨大,迫切需要开发能够显著降低碳排放的低碳冶金技术及近零碳冶金技术,以满足“碳达峰”和“碳中和”的政策要求。
在全球积极推进“碳减排和碳中和”的背景下,国内外众多的钢铁企业和研究单位开始研究探索低碳冶金、氢冶金等前沿技术:既有在原有高炉炼铁工艺的技术上进行改进创新,力图实现碳-氢耦合冶金;也有创建全新工艺流程,以“绿氢”为能源,生产钢铁材料,完全摆脱碳冶金的技术路线。这些研究及探索已经取得了一定成果,其中一些已经开始了逐步应用阶段。我国宝武、河钢、酒钢等企业,也相继开展了低碳冶金或氢冶金的试验探索和试验工作,其中宝武新疆八一厂正在进行氢-氧高炉、全氧高炉、高炉煤气自循环等方面的试验研究;宝武湛江、河钢宣化、酒钢等企业就煤制气-合成气竖炉直接还原、焦炉煤气-合成气竖炉直接还原、全氢基竖炉还原,正在开展工业化应用的前期试验或者已经实现工业化初步应用。
目前我国炼铁生产流程,仍是以烧结(含球团)+焦化+高炉的传统“长流程”工艺结构占主导地位。2020 年我国生铁产量8.89亿吨,而高炉生铁产量就达到 8.88 亿 t,占总产量的99%以上;在炼铁生产工艺能源消耗上,煤、焦炭等碳素消耗占能源总量近 90%,因此,如何降低炼铁生产碳排放的整个钢铁行业实现“碳减排和碳中和”的重中之重。我国炼铁碳减排工作既要结合我国目前炼铁工艺的实际情况,又要结合“绿氢”及CCUS国家课题实际进展情况,分头并进。首先,我国目前炼铁传统“长流程”工艺结构占绝对统治地位,而且可以预见,到2035年左右,这种“长流程”工艺仍会占主要地位。即使到2060年,仍然会有部分长流程工艺长期存在,因此,我们目前首要的研究任务要放在传统“长流程”工艺碳减排方面。以此同时,着手未来,除了进行国家层面的“绿氢”制备、CCUS碳捕集及碳封存外,还需大力进行长期氢冶金技术研究,力争2050年冶金行业实现零碳或近零碳冶炼技术,为国家“双碳”政策的落实及实现做出贡献。
2 传统“长流程”炼铁工艺碳减排技术发展路线
在传统“长流程”炼铁工艺碳减排方面,在大力加强高风温、高顶压、大富氧、高球团比等传统减碳措施前提下,应积极开展高富氧及全氧冶炼、高炉富氢冶炼、高炉煤气自循环、钢化联产等新技术的研究及试验,力争2035年传统高炉“长流程”工艺碳减排50%以上。
2.1 提高热风温度冶炼技术
高风温是现代高炉冶炼的热能基础,从某种意义上讲,是一种“清洁低碳能源”,现代高炉鼓风所带入的物理热一般占能量输入的 18%~25%,是高炉冶金过程“三传一反”的热力学基础,也是冶金过程基元反应的重要热量来源,提高风温的能有效降低碳素消耗和碳排放。一般风温每提高100℃,可降低燃料比15~25kg/t铁。目前,我国高炉平均风温在1150℃左右,若提高 100℃风温,达到 1250℃左右,则全国高炉可平均节约焦或煤1776万吨,减少碳排放4700万吨以上。
受焦炉煤气量及转炉煤气量的限制,提高风温应主要着手空气及煤气的预热,应加强新型高效换热器的研究,同时积极推广前置燃烧炉及前置预热炉的推广,力争全国热风炉评价风温达到1250℃左右,有条件的大厂达到1280±20℃的水平。
2.2 高顶压冶炼技术
提高炉顶压力、压缩煤气体积、降低煤气流速、延长煤气停留时间、增加煤气浓度进而改善间接还原动力学条件,强化了高炉煤气间接还原过程,提高了高炉煤气利用率,从而降低燃料比,减少碳排放。根据经验数据,顶压每提高10 kPa,可降低燃料比3~5%。近年来, 我国高炉顶压虽有较大幅度提高,但平均水平仍在2.5~2.6 kPa左右,今后,要进一步提高顶压,一些先进高炉的顶压应达到 280 kPa、接近 300 kPa的水平。若全国平均顶压提高20 kPa,可平均降低燃料比6~10%,则全国高炉每年煤炭消耗可减少(平均燃料比按500kg/t铁,平均降低燃料比按8%计算)3550万吨,碳减排可达9500万吨/n。
2.3 高富氧及全氧冶炼技术
空气主要由氧气和氮气组成,采用高富氧或全氧冶炼,其目的就是减少炉内氮气含量,最大限度提高还原性气体的浓度,从而提高还原效率、提高煤气利用率,降低高炉炼铁燃料比,达到减少碳排放的目的。一般富氧每增加1%,节约燃料比~1%。目前我国高炉富氧率平均水平也就在5%左右,极个别厂能达到8~10%左右,而世界高炉富氧最高水平的米塔尔荷兰阿姆斯特丹钢铁厂高炉富氧率超过17%,因此,现阶段我国高炉富氧还有很大空间。如果我国高炉富氧水平从现阶段的平均~5%提高到20%,可降低燃料比保守估计50kg/t铁以上,全国高炉每年可节约煤炭~4400万吨,减少碳排放1.18亿吨以上。因此,提高富氧率是高炉碳减排的一项重要措施。
然而,进一步提高富氧或采用全氧冶炼存在不少困难,主要体现在以下两个方面:
1)采用从冷风管道或机前富氧时,为了安全起见,富氧率一般在15%以下,当采用超高富氧和全氧冶炼时,为了尽量减少高炉因富氧鼓风量减少而带来的热量损失,部分氧气势必要预热到高温状态,而氧气的预热及高温氧气输送及喷吹就需要克服极大的安全难题。
2)采用高富氧或全氧冶炼时,由于鼓风量大幅减少,炉内煤气量随之大幅减少,煤气流速大大降低,煤气向上传递热量的能力急剧下降,从而带来高炉高温区下移,缩小了间接还原有效空间,降低了高炉间接还原效率。
因此,采用高富氧或全氧冶炼时,我们必须对氧气的预热、输送及喷吹工艺及设备进行深入研究;同时,也应针对高富氧及全氧冶炼高温区下移是情况进行重点研究,解决高炉因高温区下移所带来的一系列问题。
2.4 高炉富氢喷吹冶炼、铁前富氢技术
高炉富氢喷吹主要是指高炉喷吹天然气或焦炉煤气。生产实践表明,通过高炉风口向高炉喷吹天然气,有利于高炉降低燃料比。俄罗斯和美国等天然气资源充沛的国家,高炉从20 世纪 70 年代起就开始喷吹天然气,取得了提高产量、降低焦比和燃料比的生产效果。高炉喷吹天然气技术较为成熟,2019 年美国安塞洛米塔 尔公司印第安纳7号高炉(4800m3)天然气喷吹量为50kg/t,高炉燃料比 480kg/t。根据理论推算,高炉喷吹 1m3天然气可替代 1.25kg 碳素。高炉富氢喷吹有两种方式,一是在高炉软熔带下部附近直接喷吹天然气或焦炉煤气,由于它们富含甲烷和氢,高炉喷吹以后在高温条件下经过裂解变成 H2和 CO,提高了炉腹煤气中 H2 和 CO 的浓度,从而提高了高炉间接还原效率;二是在高炉风口直接喷入,代替喷煤,从而减少了喷煤量,降低了碳排放。因此,高炉喷吹富氢燃料是长流程钢铁工艺降低碳排放的有效途径之一。若我国每吨铁喷吹天然50kg,理论上述吨铁可降低 CO2排放约 55~60kg/t,预计每年可减排 CO2 约为 5100x104 t/a。
铁前富氢技术主要包括富氢烧结、富氢球团、富氢石灰窑、富氢回转窑、富氢转底炉等。在这些生产工艺上,完全可以用天然气或焦炉煤气等富氢燃料部分代替焦、煤和高炉煤气,减少碳排放,而且由于燃料富含氢,烧结、球团、回转窑、转底炉等含铁原料的预还原率及品质也会得到一定提高,从而减少后续工艺的碳排放。因此,必须加强铁前富氢的研究及应用。
随着我国天然气开采和进口量迅速增加,高炉喷吹天然气等富氢燃料,以及铁前大量采用富氢技术,将是我国传统“长流程”炼铁工艺减少CO2 排放的一个有效途径和新的趋势。
2.5 高炉煤气自循环技术
现代先进高炉炉顶煤气中,CO约为 20%~28%和 1%~6%,CO2约为 18%~23%),高炉煤气发热值约为 3000~3300kJ/m3。传统工艺中一般将高炉煤气作为气体燃料使用,主要用于热风炉、焦炉、CCPP、发电机组的燃烧,因此煤气中的 CO 经过燃烧后,最终生成 CO2 排放。CO是很好的燃料和还原剂,但是作为燃料直接进入高炉,由于高炉煤气中CO含量不高,热值较低,在风口前端燃烧温度较低,不能满足高炉生产要求。如果作为还原剂直接进入高炉,由于高炉煤气中含有还原反应自平衡含量的CO2,CO不能起到很好的还原剂作用。因此必需对高炉煤气进行提纯富化。高炉煤气富化有两种形式:
1)当高炉富氧率在15%以下时,高炉内原生煤气充沛、气流稳定,这种情况下,希望外部喷入的循环煤气体积不要太大,否则将改变高炉内部煤气流,打破煤气平衡,从而影响高炉生产。针对这种情况,可采取直接分离提取CO,在风口或软熔带直接喷入高炉,由于总的CO体积有限,对高炉煤气流影响较小。
2)当高炉采用高富氧冶炼时,高炉内煤气量减少,高温区和软熔带下移,实际上将给高炉冶炼带来不利的影响。在这种情况下,采用CO2捕集方式,保留高炉煤气中的其它组分,将富化后的高炉煤气直接从风口喷入,不仅可以降低燃料比,而且由于喷入循环气体体积较大,大大增加了炉内煤气流速,正好可以克服高富氧高炉煤气量减少所带来一系列不利影响,一举两得。
当然,若高炉煤气循环率较低,采用哪种富化方式均是可行的。
俄罗斯和日本将曾将高炉煤气脱除 CO2 以后再经过风口或炉身喷口喷入高炉,实现了高炉煤气的部分循环再利用。这种煤气脱除 CO2再循环工艺,在气基竖炉直接还原工艺中(如 HYL-ZR 和 MIDREX 等)已广泛应用,属于成熟可靠技术。CO的捕集技术同样已经成熟。而且新的CO及CO2捕集技术正在开展广泛研究,部分已取得实质性成果,因此,高炉煤气自循环技术目前在技术层面已不存在重大难题。
高炉煤气自循环技术对于碳减排具有重大意义。考虑到热风炉用掉一部分高炉煤气(考虑到主动预热,按50%计算) ,若将其余的50%煤气全部进行自循环利用,按每吨铁产高炉煤气1750M3/t铁、热值3150kJ/m3、50%循环考虑,每生产一吨铁可节约标准煤94kg标准煤,全国高炉每年可节约标准煤1亿吨标准煤,减少碳排放2.65亿吨以上。因此,毫不夸张的说,对于传统“长流程”炼铁工艺来讲,高炉煤气自循环技术是最重要碳减排技术手段。
2.6 大比例球团冶炼技术
我国高炉炉料一直以烧结矿为主,配加少量酸性球团或块矿。进入新世纪以后,我国不少企业大型链篦机、回转窑球团生产线相继建成投产,大型带式焙烧机投产及即将投产的也有十几条线,高炉球团矿入炉比率不断提高 ,为降低铁前工序的能耗、CO2和污染物排放,提高高炉入炉矿品位,促进高炉高效生产发挥了重要作用。实际数据表明,生产球团矿时,吨矿CO2 排放量仅为 60~80kg/t;而采用碳素固体燃料为主生产烧结矿时,吨矿 CO2 排放量约为 155kg/t。显而易见,烧结工序的 CO2 排放约为球团工序 2~2.5 倍,因此发展球团工艺、提高球团矿入炉比率,非常有利于降低铁前系统的 CO2 排放。
但我国整体球团矿入炉比例仍然很低,目前全国平均水平在15%左右,而以美国为首的北美钢铁企业普遍在70%以上。当然我国受制于原料条件,难以达到北美水平,但仍然有很大空间,因此,我们必须大力发展球团生产工艺,提高球团产量,短期内力争达到30%以上,长期应达到50%以上。经计算,如果我们能将球团入炉比由现在15%左右提高到30%,全国高炉铁前碳减排仅此一项将达到3400万吨以上。
在球团生产工艺方面,由于带式焙烧机具有良好的原料适应性,特别适合我国原料条件,而且能耗低(比链篦机、回转窑低10%以上),因此,我们应该大力发展带式焙烧机球团生产工艺,同时,球团生产应加大氢基燃料的利用率,大力发展富氢球团生产技术,力争将球团生产的碳排放控制在60kg/t以内。
2.7 钢化联产技术
钢化联产是我国“长流程”炼铁工艺实现碳减排的一项辅助措施之一,将钢铁厂与化工厂进行联建,钢铁企业产生CO、CO2输送至用作化工厂作为原料,生产甲醇、乙醇、尿素等化工产品,而化工厂的富氢副产品输送至钢铁厂用于氢冶金,从而达到碳减排的目的,实现双赢。
目前钢化联产的主要问题是联产品种较为单一、CO、CO2利用量有限,今后的主要研究方向是化工产品的品种研究,除了增加品种外,更要遴选出具有广泛市场前景的大宗化化工产品,以期最大限度的利用CO、CO2,减少碳排放。
3 氢冶金零碳炼铁和近零碳炼铁技术发展路线
以焦化、烧结(或球团)+高炉的“长流程”炼铁工艺,由于受工艺本身的限制,无法彻底摆脱对碳素能源的依赖,因此无法实现零碳炼铁或近零碳炼铁。氢能作为清洁能源,是代替碳素能源的理想选择,因此,炼铁要想实现碳中和,必须大力发展氢冶金技术。业界普遍认为:氢基直接还原(或软熔还原)+电炉是钢铁行业实现碳中和的终极模式,是我国氢冶金的主要研究及发展方向。
3.1 氢基竖炉技术
竖炉有两大种类:气基竖炉和煤基竖炉。煤基竖炉由于仍然依赖碳素能源,不可能成为未来炼铁的发展方向,注定走向淘汰。而气基竖炉,以气体作为热源及还原剂,符合氢冶金的特点,是未来氢冶金的主要发展方向。
气基竖炉种类很多,但真正成熟并大量投入工业性生产的只有两种,即MIDREX竖炉和HYL竖炉。MIDREX是日本神户制钢开发的采用竖炉工艺的直接还原工艺。美国MIDREX公司作为神户制钢的子公司在全球推广该技术。MIDREX工艺基本原理是气、固相逆流热交换和还原反应。铁矿石在MIDREX竖炉下降的过程中,被热还原气加热和还原。竖炉直接还原流程由竖炉、还原气重整炉(或氢气系统)、炉顶气及冷却气净化、烟气废热回收等部分组成。MIDREX技术可生产冷直接还原铁(CDRI),热直接还原铁(HDRI)及热压铁块(HBI)。HYL竖炉是墨西哥希尔萨(Hojalata Y Lamina,HYLSA)公司于20世纪50年代初开发并研究成功的直接还原工艺。其基本原理是天然气以水蒸气为氧化剂催化裂解生成高H2还原气,经脱水加热到850℃后,再经控制燃烧法将还原气体加热到1100~1200℃。热还原气体自上而下通过固定料层,依次进行预热、预还原、终还原,最终得到还原铁(DRI)。
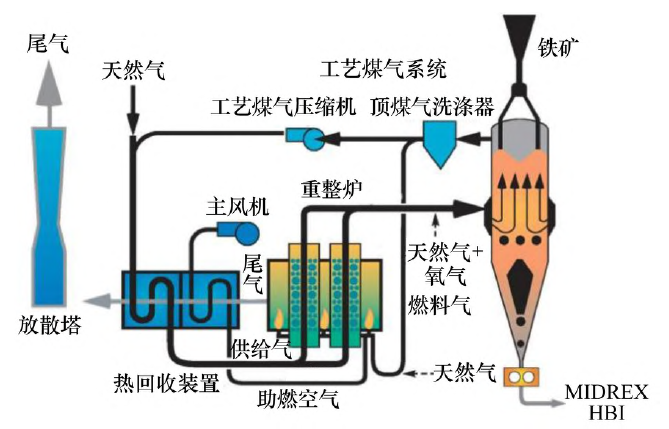
图1 MIDREX工艺流程示意图
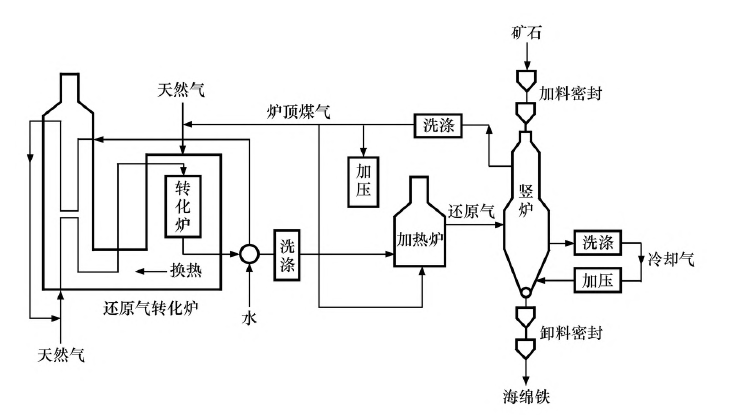
图2 HYL Ⅲ工艺流程示意图
最新的MIDREX和HYL Ⅲ其工艺区别主要在于:MIDREX煤气需进行重整,因此,设有专门的煤气从整装置,而HYL Ⅲ通过O2补热,提高温度,实现了炉内煤气自重整,取消了重整装置,因而节省了投资;MIDREX煤气适应性广,而HYL Ⅲ主要适应高氢冶炼;另外,MIDREX系统压力较低(0.2~0.3MPa),而HYL Ⅲ系统压力较高(0.5~0.8 MPa),因此,煤气利用率更高,能耗更低。当然,今后MIDREX也可以进行系统优化和重构,达到HYL Ⅲ相同的效果。
世界上不少厂家已经在MIDREX和HYL上进行了高氢及全氢冶炼,并取得了不错的成绩,我国今后氢基竖炉应该着重立足于MIDREX和HYL工艺,并针对今后高氢及全氢冶炼的特点,对其进行消化、吸收、升级、迭代、重构,最终形成具有自主知识产权的拳头技术。同时,针对高氢及全氢冶炼时效率下降、能耗升高的现象进行深入研究,为我国今后大规模的氢基竖炉生产打下良好的理论基础。
3.2 氢基熔融还原
熔融还原工艺很多,但真正实现大规模工业化生产的只有COREX和FINEX工艺,其它工艺均还存在一定问题。今后的氢基熔融还原应立足于COREX和FINEX进行氢基化改造,或者基于COREX和FINEX原理,进行氢基熔融还原工艺研究,形成具有自主知识产权的新工艺。
COREX是普瑞特(其前身VAI)公司开发的一项用煤和球团矿/块矿生产铁水的非高炉炼铁工艺。与传统高炉炼铁不一样,在COREX技术下,铁的还原及熔炼是在两个反应炉中进行的,即上部的还原竖炉与下部的熔融气化炉。原料铁矿,即天然块矿、球团矿、或两者混合物装入竖炉,非焦煤和少量焦丁装入气化炉,同时向气化炉中吹工业纯氧,纯氧与非焦煤发生反应产生还原气体,还原气体自下而上进入还原竖炉,原料铁矿与还原气体反应生成直接还原铁(DRI)。直接还原铁经螺旋给料机(discharge screw)向下进入熔融气化炉,在熔融气化炉中,海绵铁被最终还原熔炼为生铁。
FINEX是POSCO和普锐特为进一步降低已有COREX工艺的生产成本而共同开发的一种新型熔融还原炼铁工艺。FINEX工艺采用多级流化床反应器代替COREX的竖炉对铁矿进行还原。粉矿经气力输送系统送至3级流化床反应炉,利用熔融气化炉提供的热还原气体自下而上依次流经流化床反应炉,粉矿被气流流化,并在反应炉中逐渐还原为直接还原铁,最后一级流化床反应炉出料的直接还原铁经压实处理,变为热压铁块,热压铁块通过热运输装置从熔融气化炉顶部与煤块及非焦煤一起进入气化炉,同时向炉内吹氧,在此进行熔炼,产生铁水,而炉内超过1000℃的高温使反应过程生成的CO与H2经过净化可再次进入流化床反应炉循环使用。
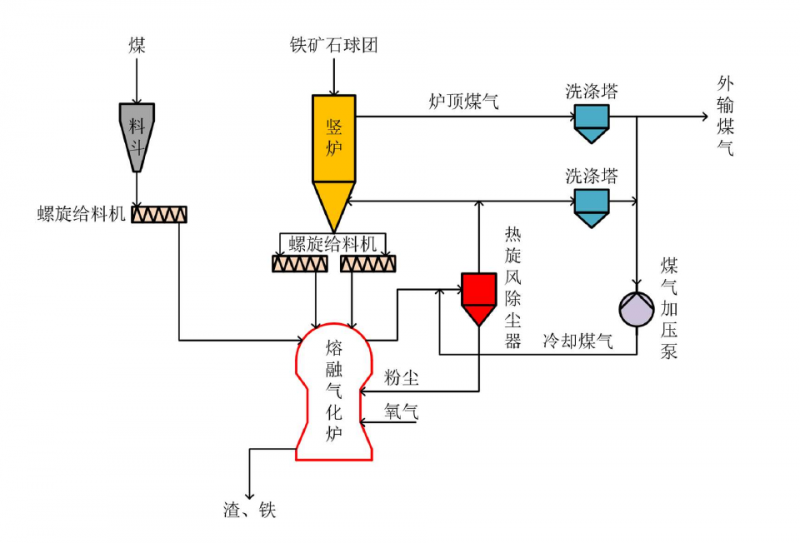
图3 COREX工艺流程示意图
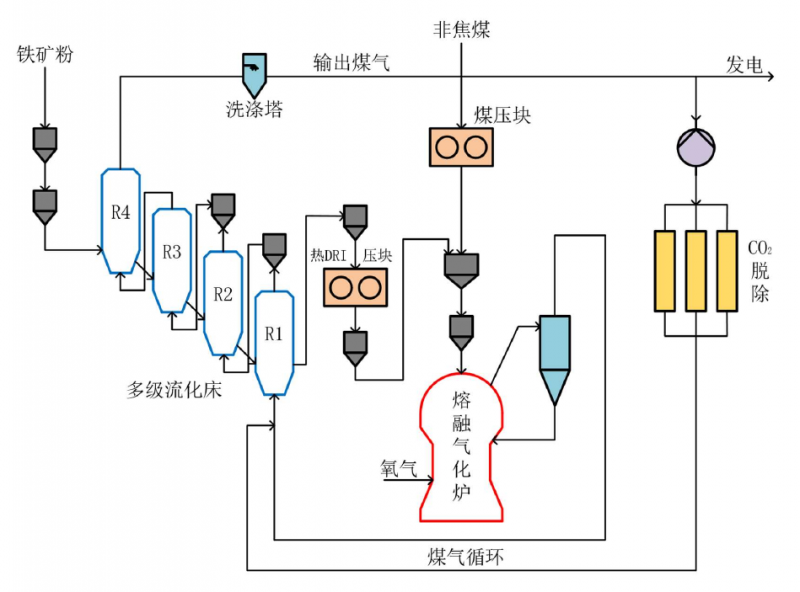
图4 FINEX工艺流程示意图
COREX和FINEX本质上是基于碳素的冶炼工艺,若要适用于氢冶金,必须进行以下方面的升级与重构。
1)以氢能代替碳素能,原料(粉料及球团)必须无碳或低碳化。
2)该风口喷吹氧气为氢氧共喷,氧气与氢气燃烧,产生的热量一部分供炉膛熔分,另一部分加热高过剩氢气,产生高温还原气体,还原气体经导出至竖炉或多级流化床进行直接还原,尾气经一系列处理,再回至熔分炉内进行循环。
3)竖炉及多级流化床必需进行升级改造,提高金属化率。
4)烟气系统必需按氢冶金特点进行重构,类似于MIDREX和HYL烟气工艺。
氢基熔融还原由于能直接生产铁水,能源利用效率也较高,COREX和FINEX若能氢基化改造成功,在我国今后氢冶金方面会有一定应用场景。
3.3 氢基回转窑直接还原、氢基转底炉直接还原技术
回转窑是一项古老的工艺,由于投资低、占地省、操作维护方面,在我钢铁行业球团生产及固废回收中普遍采用。但由于传统回转窑仍然采用碳素能源,因此存在较大的碳排放问题。在“双碳”背景下,回转窑若要继续生存,必需进行氢基化改造。
其主要改造思路是:对回转窑长度进行适当加长,使用氢气作为能源及还原剂,采用一次主燃,多级补燃的方式,提高氢气还原效率。同时,对其烟气系统进行适应改造,以适应氢冶金的特点。由于氢气具有渗透性好、反应速度快、反应效率高的特点,因此,其球团金属化率会大大提高。另外、氢基直接还原具有低粘结性的特点,减极大缓解回转窑结圈的老大难问题,大大提高回转窑的生产效率。
因此,氢基化改造后的回转窑仍然具有较强的生存力,它不但可以生产高金属化率的高炉用球团,也可以生产全金属化的电炉用球团。所以,传统回转窑经氢基化改造后仍然会在我国炼铁生产中长期存在。
转底炉是钢铁企业固废回收的一个很好的工艺,我国建成及在建的生产线已达十多条。转底炉也是以碳素能源为基础的直接还原技术,同样存在碳排放问题,而且转底炉生产的球团金属化率较低(70%左右),不能直接进电炉,因此从长远来看,必须进行氢基化改造,以减少碳排放,提高成品金属化率,满足直接进电炉的要求。
转底炉改造思路:以氢能代替碳素能,对整个能源系统及烟气系统进行改造,同时对转底炉最佳半径、转速进行优化,提高固废还原时间;采用一次主燃、多级补燃的方式,提高还原效率,同时,适当加大料层厚度,提高还原介质利用率。
氢基改造后的转底炉不但碳排放将极大降低,而且球团金属化率达到提高,满足直接进电炉的要求。因此,氢基转底炉作为固废回收的先进工艺,在我国炼铁方面有很大发展空间。
4 智能制造、数字赋能
智能化、数字化技术是我国钢铁行业实现碳减排、碳中和的一项重要措施。伴随着 5G、互联网+、北斗导航的大规模普及应用,先进制造进入了万物互联网络化阶段。在大数据、 云计算、机器视觉等技术突飞猛进的基础上,人工智能也逐渐融入制造领域,钢铁生产开始步入以新一代人工智能技术为核心的智慧制造阶段。新一代的信息技术、自动化技术、AI人工智能技术及现代管理技术在炼铁全领域、全流程正在形成一种全新的智能绿色生产方式。无论现在的“长流程”工艺,还是未来的绿色“短流程”工艺,其发展趋势均是要利用智能化、数字化、AI人工智能化技术,大力发展炼铁生产智慧集中管控系统、智能专家生产系统、智慧物流管控系统、智慧能源管控系统,建立高度智能化的包括信息流、能源流、物质流的炼铁生产全产业生态模式,对炼铁生产各环节的生产参数、能源参数、排放参数进行自动优化、对全产业链的各种碳足迹进行跟踪、分析,以此提高生产效率,降低能源使用强度和碳排放强度,达到助力实现碳减排、碳中和的目的。
5 结语
1)“长流程”炼铁工艺在我国将长期存在,在加强传统减排措施同时,要大力发展富氢冶炼、高富氧及全氧冶炼、高炉煤气自循环技术。
2)氢基直接还原+电炉是我国氢冶金未来发展的主要方向。氢基熔融还原、氢基回转窑、氢基转底炉是我国氢冶金的重要补充。
3)智能化、数字化是我国钢铁行业碳减排、碳中和的重要辅助手段。
参考文献
[1] 张福明,程相锋,银光宇. 低碳绿色炼铁技术的发展前景与展望
[2] 柳萌. 《我国高炉炼铁的技术发展方向之管见》炼铁.2021.03