


刘 林, 张德荣, 任 涛, 胡正祥, 周 伟, 陈洪民
(日照钢铁控股集团有限公司, 山东 日照 276800)
摘 要:废钢比是转炉生产的重要经济技术指标,其值大小直接影响转炉冶炼热平衡,提高入炉废钢比是实现节铁增钢、降本增效的重要技术手段。然而因低温低硅铁水的影响,通过优化渣量、添加提温剂等措施,不能继续提高废钢比。为此,日钢基于低温低硅铁水的现状,加入发热废钢,使入炉废钢单耗由 245 kg/t 提高至 252 kg/t,并通过优化发热废钢配比及转炉操作,克服发热废钢对终点成分的影响。发热废钢效果较为明显,为实现节铁增钢、降本增效奠定了一定基础。
关键词:转炉;低温低硅铁水;废钢比;发热废钢
据相关研究报告分析,随着国家开展一系列环保工作,限制烧结和铁水产能,通过提高入炉废钢比的转炉炼钢工艺成为降本、提产的有利方向。马春武等[1]计算,当铁水与废钢价格相差 300 元 /t 左右及以上时,转炉增大入炉废钢比具有显著的经济效益。因炼铁和炼钢产能不匹配,需要炼钢提高废钢比,从而增加炼钢产能。为有效提高入炉废钢比,以达到节铁增钢、降本增效的目的。根据理论分析和现场经验,需要攻克以下技术难点:日钢铁水成分、温度波动较大,铁水罐中加废钢,铁水温度、碳、硅均低;且由于炼铁到混铁炉的铁水罐为小罐铁水,需要折入大罐中,折铁过程中造成铁水温降大,为转炉废钢比的提高增加难度;基于日钢生产实践,通过加入发热废钢的手段达到提高废钢比的目的。发热废钢加入后,转炉过程升温发生变化,在吹炼中后期发热废钢熔化,带入大量 Si、Mn、P 元素,导致中后期返干,不利于 P 元素的去除。
为了提高入炉废钢比,达到节铁增钢、P 成分受控,以日钢转炉为跟踪对象,对下述内容进行跟踪和分析:发热废钢加入后对转炉操作带来的变化,后期返干,钢水回磷严重;不同铁水条件,发热废钢加入量对操作的影响,优化转炉吹炼枪位及加料时机。
1 日钢生产现状
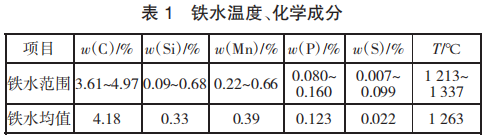
为缓解炼铁产能不足,铁水罐中加入 50 kg/t 废钢,导致铁水温度、碳、硅降低,铁水温度、化学成分见表 1。由表 1 可知,当前,日钢生产实践主要有如下特点:铁水成分波动大,铁水碳低、硅低、磷高;受铁水倒运影响,入炉铁水温度低。该铁水热量对转炉完成废钢 250 kg/t 单耗,热量极不富裕,转炉过氧化严重。
转炉冶炼低温、低硅铁水已成常态,然而低温、低硅铁水致使转炉热平衡较差,不仅完不成废钢单耗250 kg/t 指标,且易造成炉衬侵蚀。若提高入炉废钢比,势必增大转炉负荷,影响转炉经济技术指标。因此研究低温、低硅铁水加入发热废钢,提高转炉废钢比,对于满足 250 kg/t 废钢单耗指标,改善转炉经济技术指标尤为重要。
2 发热废钢对转炉吹炼的影响
2.1 发热废钢对吹炼过程化学反应的影响
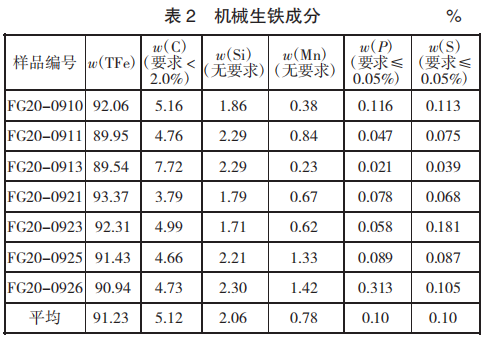
转炉使用发热废钢主要为机械生铁,发热废钢中C、Si、Mn 元素含量高。表 2 为机械生铁成分。在吹炼过程中,发热废钢熔化后,C、Si、Mn 元素发生氧化反应释放热量。
转炉吹炼一炉钢的时间通常为 14~18 min,冶炼周期为 35 min 左右。下页图 1 为吹炼过程中金属成分和炉渣成分的变化情况[2]。

如下页图 2 所示,机械生铁块度不均匀,大部分属重废范畴,在吹炼前期不能快速熔化,机械生铁在吹炼中期熔化[3],随着熔池温度逐渐升高,机械生铁快速熔化,会释放大量的 C、Si、Mn,此时钢水中突然增加 Si、Mn 元素,如图 1 所示,Si、Mn 在此时会快速氧化,与渣中的 FeO 反应,导致渣中 FeO 消耗过快,出现返干现象。

2.2 发热废钢对热平衡的影响
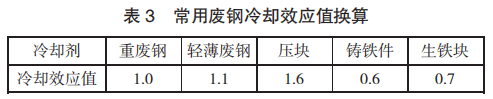
日钢使用发热废钢主要是回收铸铁件(公司命名为“机械生铁”),与废钢相比铸铁件的冷却效应为0.6,提高机械生铁的加入量,有利于提高废钢比。各种常用废钢冷却效应值见表 3。
3 机械生铁替代废钢提高废钢比研究
3.1 机械生铁配比
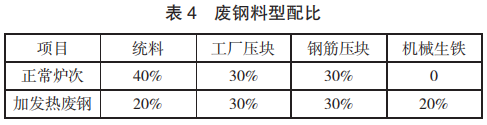
如表 4 所示通过废钢斗配加机械生铁替代普通废钢,调整废钢配比,机械生铁加入量达到 20%。
3.2 发热废钢温降效果对比
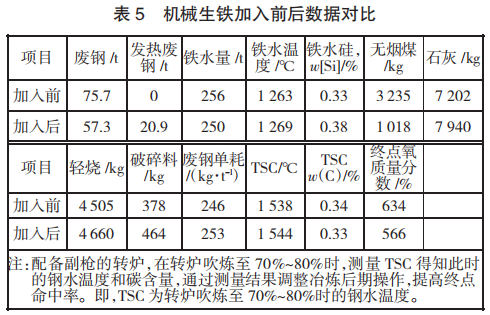
通过理论计算和生产实践,发热废钢加入后,转炉热量明显好转。机械生铁加入前后入炉废钢比数据对比见表 5,由表 5 可知,机械生铁的温降为 3.7 ℃/t,较正常废钢降低 1.3 ℃/t,废钢单耗增加 7 kg/t,终点氧质量分数降低 68×10-6。
4 转炉操作优化
4.1 发热废钢加入后转炉吹炼枪位调整
控制冶炼过程适宜枪位,通过控制过程升温、渣料加入及化渣情况,可有效解决机械生铁熔化后导致的返干回磷。机械生铁的加入后,针对不同的铁水条件,采用不同的操作模式。
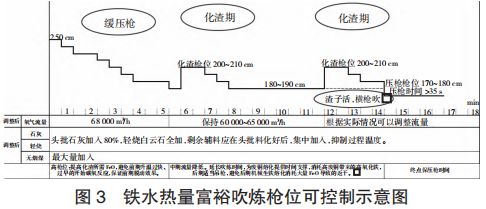
4.1.1 铁水热量富裕操作优化
冶炼过程采用“高 - 低 - 高 - 低”的枪位模式,具体如图 3 所示。开吹成功点火后,将枪位控制在 2.3 m左右,缓慢压枪至 1.8 m,强搅熔池。头批料加入后将枪位控制在 2 m,保持较长时间的高枪位化渣,头批料化开后,小批量多批次加入二批料,吹炼至中后期将枪位控制 2 m,积攒足够的 FeO 等待机械生铁熔化时消耗,避免中后期返干,导致钢水回磷。
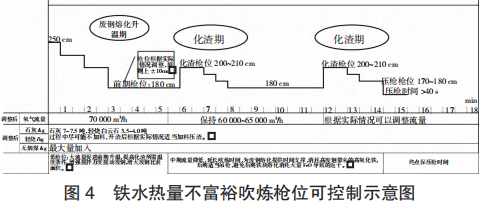
4.1.2 铁水热量不富裕操作优化
冶炼过程采用“高 - 低 - 高 - 低”的枪位模式,具体如图 4 所示。开吹成功点火后,将枪位控制在 2.3 m左右,快速压枪至 1.8 m,前期熔池温度低,铁水流动性差,需要强搅拌和低枪位升温,通过长时间强搅熔池给废钢熔化及熔池混匀提供动力学条件。头批料加入后将枪位控制在 2 m,保持较长时间的高枪位化渣,头批料化开后,小批量多批次加入二批料,吹炼至中后期将枪位控制 2 m,积攒足够的 FeO 等待机械生铁熔化时消耗,避免中后期返干,导致钢水回磷。
4.2 机械生铁配比优化
当铁水热量富裕时,加入过多的机械生铁,会导致冶炼过程中熔池温度高,加快碳氧反应,加剧炉渣返干,应根据铁水热量调整机械生铁加入量,平衡炉内热量。
1)机械生铁减量,使用破碎料和工业压块替代,优先减机械生铁;
2)加自循环,降低吹炼前期和过程的温度。
5 优化效果
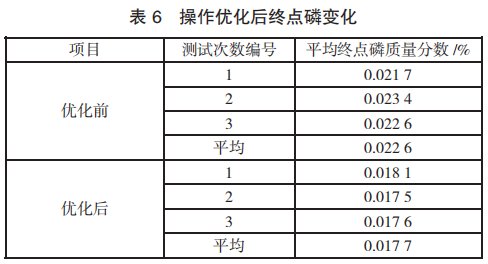
通过枪位优化、加料时机优化、机械生铁配比优化等工艺优化,有效解决机械生铁加入后,中后期返干,终点磷高等难题,优化前后终点磷变化见表 6。通过加入机械生铁,能够完成废钢单耗提高 7 kg/t,完成公司废钢单耗 250 kg/t 的目标,终点氧质量分数降低68×10-6。
6 结论
1)在现有的铁水条件下,通过加入发热废钢,成功开发了低热量铁水条件下转炉热补偿工艺。在不影响产品质量的前提下,解决铁水热量低、终点钢水过氧化导致的系列问题。
2)通过发热废钢的加入,提高废钢加入量 7 kg/t,有效解决铁水热量低、废钢单耗低、炼钢产量低、经济技术指标差的难点;
3)通过枪位优化,控制发热废钢加入量、控制过程温度、渣料加入,可有效解决发热废钢加入后返干磷高的问题,保证产品质量。
参考文献
[1] 马春武,李智,刘伟华,等.废钢价格与废钢比对炼钢经济效益的影响[ J ] .中国冶金,2015.25(9):6.
[2] 王新华,钢铁冶金学[ M] .北京:高等教育出版社,2005.
[3] 刘勇,周小宾,彭世恒,等.转炉熔池中废钢对混匀影响[ J ] .连铸,2019(3):6.