
田利锋 凌晨 聂朝辉 王三娃
(河钢集团邯钢能嘉公司薄板厂 河北 邯郸 056015)
摘 要:本文介绍了热轧机组活套的控制过程和稳定性研究,通过PDA记录的活套动作过程波形数据,分析活套摆角与张力、套量的平衡,重点分析小套过程的数据,寻找最佳小套控制起始点和活套下降斜率曲线,有效克服轧机震动、板带甩尾、迭轧等异常现象对设备造成的危害。我厂热轧机组通过小套过程控制优化,大幅度降低了甩尾现象和设备故障。对设备维护、工艺指标、产品质量提供了有效方法,并保证其长期稳运行具有重要意义。
关键词: 热轧机组;活套;PI控制;数据分析诊断
1 引言
在现代热连轧系统中,恒定活套量和微张力轧制是其基本特点,所以活套装置与其控制系统是热连轧机组的重要设备之一。它的工作状况对生产的正常进行和带钢成品质量具有非常重要的作用。
一般介绍活套的文献,多侧重于活套的系统构成和控制原理,当然这是活套工作的基本前提,但是热连轧系统作业中要想保持活套装置长期稳定优越的性能,需要根据其基本的控制原理与实际动作状态,不断完善优化控制过程,消除各种外界因素,保证活套起落动作的平稳过度过程。
2 活套装置及其控制过程简介
活套装置示意图如图1所示。我厂1780精轧机组由七架机架六个活套装置组成。机架Fi与Fi+1间带钢实际长度(L1+L2)与机架间距离(L3)之差即为套量(⊿L)。显然,套量与活套辊摆角θ存在固定的函数关系。通过绝对值编码器检测活套辊摆角θ,通过两个压力传感器分别检测活套液压缸杆侧压力P1与塞侧的压力P2,就可以由控制器通过控制活套液压缸的伺服阀,实现套量与张力的双闭环PI控制。
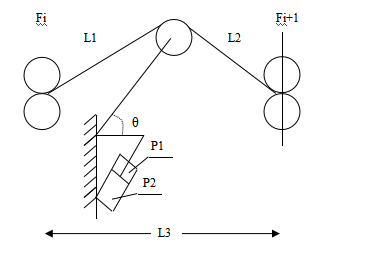
图1活套装置示意图
Fig.1 The explanatory views of looper structure
活套的控制过程可以分为三个阶段:活套的起套控制、活套恒张力与带钢秒流量平衡控制、活套的落套控制。当带钢头部经过活套的上游机架时,活套进入预备升起位置,当带钢头部进入下游机架时,活套升起,活套辊与板带接触,并保持一定的套量,进入活套的恒张力与带钢秒流量平衡控制阶段,即通过对活套角度与上下游机架速度的调节,保持带钢张力基本恒定。当带钢尾部即将接近活套上游机架时,活套辊准备降落。为了使落套时带钢运行平稳,在活套完全落下之前设计了“小套”控制过程,即把活套的落套过程为二步:当带尾到达活套上游机架前的某一位置时.活套先下降到某一高度,再经过一定时间后,才完全下落到等待位置。
图2是活套动作的一次完整升降过程示意图。图中1段为活套起始位,也叫等待位;图中2段为活套上游机架咬钢后略微抬起所到达的预备升起位。活套1位与2位的角度相差很小,甚至可以相同,都属于正常情况;图中3段为活套下游机架咬钢后上升到的工作位,保持正常轧制的过程;图中4段为活套上游机架抛钢前某时刻,活套要到达的小套控制角度,3段与5段之间的过渡期就是小套控制过程;图中5段为小套过程后,上游机架抛钢前,活套要回到的起始位置,与1段时的角度相同。
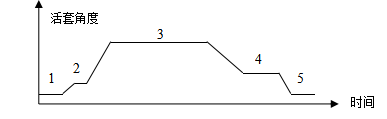
图2 活套完整升降过程示意图
Fig.2 The views of looper movement
3 小套过程对甩尾的影响及其优化策略
小套过程,参见图2是指3段结束与5段开始之间的活套动作过程,一般4段时的活套角度约为正常轧制角度的一半,由带尾跟踪系统启动小套控制过程。控制原理、方法与整个活套控制过程一致,我厂采用套量、张力双闭环控制系统,预设一定的下降角度。在保证活套功能的前提下,有利于活套下落过程的平稳,减少机械冲击,这种控制策略常见于西门子、西马克设计的热连轧产线。
甩尾是带钢尾部进入本机架前偏离带钢中心线而严重地左摆或右摆刮蹭侧导板,或者在张力没有消失的情况下上游机架抛钢,造成带尾对本机架的拍打。
甩尾的危害:造成尾部叠轧、碎钢划伤辊面,影响后续产品表面质量,甩尾堆钢或产生的碎片极易潜藏在机架中,难于清理,很可能造成更严重的质量或设备事故,碎钢或破烂的带尾还会严重影响到卷取设备。
造成甩尾的因素较多:板坯偏移轧制中心线较多,板坯楔形、镰刀弯或S弯较严重,调平操作异常,两侧AGC压下不同步,轧制力分配、轧制计划不合理,辊型磨削、配型不合理,板坯温度不匀,活套工作异常,板坯尾部缺陷、导板对中不良等等。上述的每个问题,都值得作为一个专项课题,认真加以核查、研究、改善,以便尽量减少甩尾现象发生。
当然,以上的诸多问题,或许有些指标并不错,不足以造成甩尾,或许还有些问题较严重,且互相交叉、互相影响。针对实际情况,也肯定存在着一个或几个关键因素,对甩尾有着直接的影响,克服了这些关键因素,也就达到了较满意的效果。
经过认真分析和现场实际情况,我们优化了活套的小套控制过程,大大减少了甩尾的发生。图3为实际轧制过程中小套阶段的角度曲线,对比图2中第3段之后部分,较平坦部分即是3、4、5段。
我们知道:在轧制过程中,由于带钢具有一定的张力,尤其是卷钢之后全程建立起的张力,在很大程度上限制了带钢的跑偏,即便有调平操作,对跑偏的影响也很有限;即便带钢偏离中心线,也会保持相对的稳定。偶有甩尾的情况,更是如此,否则设备状态就很糟糕了,为设备管理所不允许。在穿带过程中,导板可以限制跑偏;在出尾阶段,适当的导板宽度附加值,也可以有效防止甩尾。所以,活套张力控制,尤其是小套控制阶段,马上就要出尾了,更是防止甩尾的关键期,要在防止尾部“甩动”上寻求解决方法。
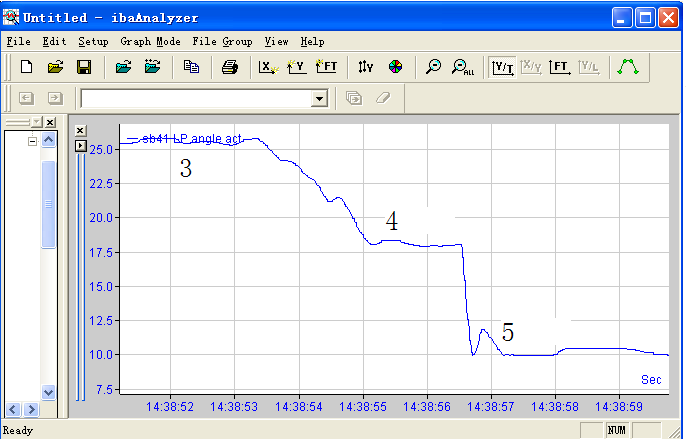
图3小套过程角度截图
Fig.3 The views of looper angle retract movement
在小套控制生效后,尾部虽呈自由状态,如果随着活套角度的逐渐降低,依然使带钢保持原有的张力,甚至张力略有增加,那么机架前的带尾就不会乱动,否则,轧制力或辊缝的不均衡必然导致尾部甩动。即,本机架抛钢前,活套虽然降低了一定的角度,但要尽量不失张,等到本机架抛钢前一定的时间点,活套再迅速由小套位降到等待位。显然,图3中,第4段的时间越短越好,它使张力消失的时刻,即第4段的结束点,机架前剩余的带尾长度尽量短,就更不容易“甩”。
因为带钢张力是由计算间接得到的,由于一些扰动、计算、控制周期等因素不可能包括在计算公式之内,致使张力计算、控制不能很准确及时,再者,第4阶段的时间,也和轧制规格、品种,尤其是轧制速度速度有关,经过我们反复验证,第4阶段时间的最大值最好小于0.3秒。即通过调整小套控制开始时间点,使3、4段的过渡段曲线向后平移,压缩第4段的时间,使之小于0.3秒。在系统跟踪程序中,有各个机架的这个时间参数值,边调整边观测第4段的时间变化即可。
小套控制中另一个值得优化的参数是落套加速度,即加速第3段向第4段的过渡。注意这个加速过程与第4段时间长度有关联,需要反复观察调整。控制程序中也有落套速度控制参数,可以直接修改。优化的最终要求是:本机架抛钢前保持张力,剩余的带尾长度尽量短,落套过程连贯迅速。
4 小套控制优化效果
图4为优化前的小套过程,蓝色线为活套角度,红色线为张力,绿色线为轧制力,期间小套平台时间较长,达到2秒多,容易甩尾。图5为优化后的小套过程,效果较为理想,一架机架的平台时间近似为0,另一机架的平台时间约0.25秒,落套过程也很迅速,有效地避免了甩尾。
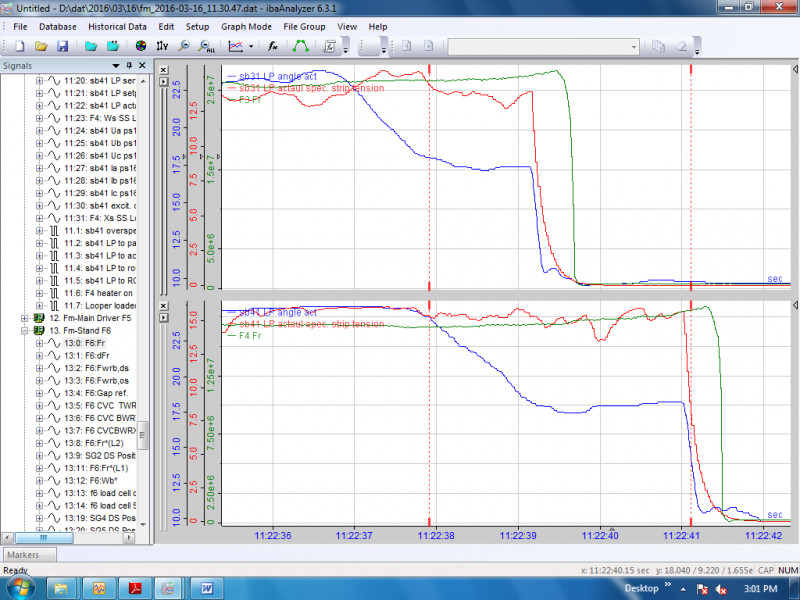
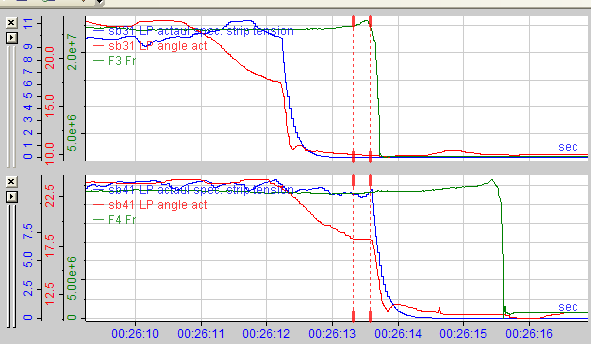
图4优化前的小套过程 图5优化后的小套过程
Fig.4 The views of looper retract movement Fig.5 The views of looper retract movement
before optimization after optimizing
图6与图7分别是F5机架活套优化前后的动态响应曲线,由图可见,振动明显减小,取得了很好的控制效果。
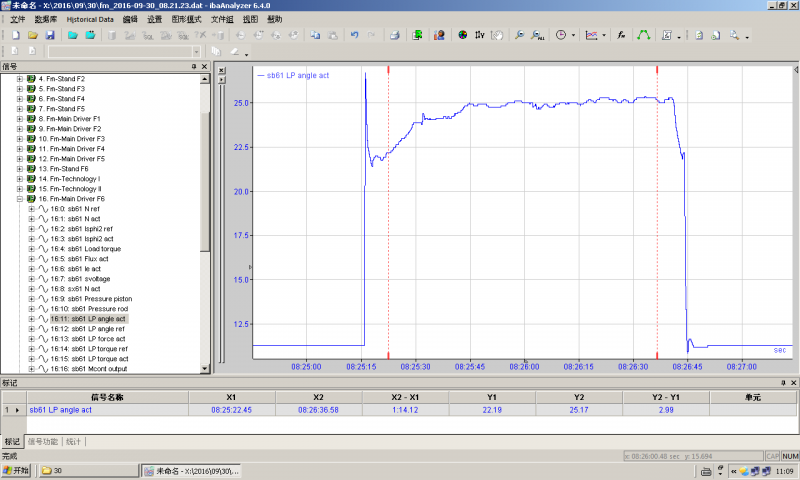
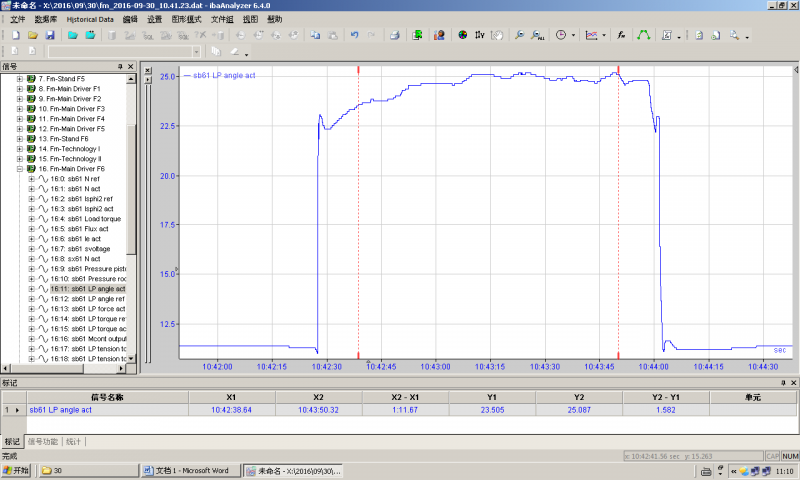
图6 F5优化前的小套过程 图7 F5优化后的小套过程
Fig.6 The views of looper retract movement Fig.7 The views of looper retract movement
Before F5 optimization after F5 optimizing
5 结束语
通过对我厂热轧机组小套过程控制的优化,大幅度降低了甩尾现象发生,效果显著,减少了设备事故。建议定期观察小套过程的波形,适时调整相关控制参数,弥补消除设备缺陷,满足长期稳定生产的要求。
参考文献
[1] 刘玠,杨卫东,刘文仲. 热轧生产自动化技术[M] 冶金工业出版社,2006.
[2] 电气设备功能手册.内部资料.
[3] 王萌 2300热连轧活套控制系统研究 东北大学 2009
[4] 傅剑,杨卫东,孙一康等 武钢1700mm热连轧活套控制系统改造实践 冶金自动化 2005
[5] 侯建华,王京,宗胜悦 热连轧液压活套控制系统的建模研究 电气传动 2009
[6] 唐光浩 热连轧活套控制系统 东北大学硕士论文20030801