
张古兴,孙 洁,李立芬,靳亚涛,李红艳
(承德钒钛新材料有限公司,河北 承德 075100)
摘要: 分析了高炉开炉现状,介绍了全开风口开炉技术在承德钒钛 2500 m3 高炉开炉中的应用情况,并与部分堵风口开炉技术进行了对比。通过制定科学的开炉料结构及填充料制,合理规划复风进程,并采取预埋氧枪加热炉缸、精准富氧和喷煤、准确把握出第一炉铁时间等措施,全开风口开炉送风后 13 h 顺利出铁,31 h 全风作业,72 h 高炉利用系数达 2. 6 t /( m3 ·d) ,实现了 2500 m3 高炉开炉快速达产达效的目的,创开炉的历史最好水平。
关键词: 高炉; 开炉; 全开风口; 加风进程; 富氧; 喷煤
0 引言
承德钒钛新材料有限公司( 以下简称“承德钒钛”) 现运行的 4 座高炉以冶炼钒钛磁铁矿为主,其中 3 座高炉炉容 2 500 m3,一代炉龄分别开始于2009 年 8 月和 2008 年 9 月、2006 年 12 月。受冷却壁漏水、设备老化等问题的影响,3 座高炉均进行了中修,其中 1 座高炉 2020 年 2 月停炉大修,结束了一代炉龄。多次的停开炉实践使炼铁技术人员积累了丰富的经验,将开炉进程一再缩短,在提高开炉效率的同时,降低了生产成本。2021 年、2022 年开始在两座 2 500 m3 高炉开炉中尝试应用全开风口开炉技术,开炉达产效率进一步提升,突破历史最好开炉水平。
1 高炉开炉现状
高炉开炉方式通常有 2 种: 一种为非集中性少量堵风口开炉,另一种是全开风口开炉[1-6]。 非集中性少量堵风口开炉方式一般堵风口数量为总风口数量的 10% ~ 20% ,沿圆周方向均匀分布。该方式通过小步调加风,逐步加热炉缸,并根据高炉工作状态适时捅风口,逐步恢复炉况。开炉方式更加稳妥,避免炉况大幅波动,但加风进程比较缓慢,恢复炉况时间长,国内在大型高炉中应用广泛[7]。
全开风口开炉方式全开风口送风,圆周风量分布均匀,有利于形成合理的操作炉型,第一次铁后,快速上风,缩短加风进程,不用捅风口,降低劳动强度,避免休风捅风口对炉况的影响。但全开风口开炉对炉缸热状态和第一次铁到达炉缸时间要求严格,需要严格测算,保证铁水达炉缸后,炉缸热状态良好,渣铁顺利排出。若节奏把握不准确容易造成炉凉,甚至炉缸冻结事故。起初全开风口开炉多应用于小型高炉。近年随着开炉技术的进步,一些大中型高炉也在尝试全风口开炉[8-10]。
承德钒钛以往均采取堵部分风口的开炉方式,加风进程缓慢,出第一次铁困难。由于炉缸长时间不活跃,高炉恢复进程长,炉况常存在反复。在捅风口的过程中劳动强度大,对高炉炉况产生一定影响。
2 全开风口在开炉大型高炉中的应用
为寻求突破,最大限度地提高高炉开炉工作效率,节约开炉成本。承德钒钛在 2500 m3 高炉上两次应用全风口开炉,摸索出了一些开炉经验。
2. 1 开炉料的确定
开炉顺利与否与开炉料的选择和制定密不可分,开炉料选择的关键在于不同炉料的合理搭配。在焦炭负荷选择上,既要保证炉缸充分预热,使上部下达的渣铁保持良好的流动性,又要满足炉料预热、还原热量要求,使高炉炉料在合理的位置形成特定的软熔带形状。在碱度选择上,要满足造渣要求,保证渣铁顺利从炉内排出。
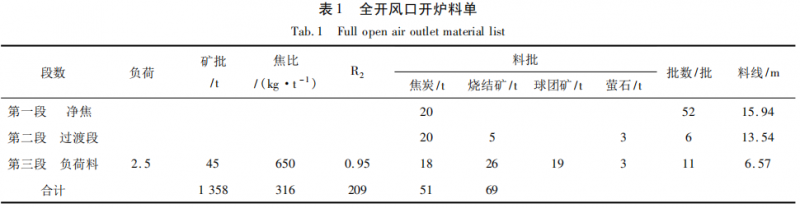
开炉料制定原则: 因风口以下焦炭“死料堆”为渣铁通路,一般开炉料炉腹 1 /2 以下只装不带熔剂的净焦[11,12]。为了避免熔化的渣铁过早进入尚未充分加热的炉缸,在可能的条件下含铁炉料的位置要装在较高处。两次全风口开炉均采用氧枪预热炉缸技术,炉缸填充焦炭,全炉料配置采用 4 段式过渡,死铁层、炉缸、炉腹、炉腰、炉身下部 2 m 装净焦; 炉身下部 2 m 以上装 2 m 空焦; 2. 5 负荷料装到正常料线。开炉料结构: 普通烧结矿 + 本地球团矿 + 萤石,焦炭结构: 100% 干熄焦,具体见表 1。
2. 2 装料制度
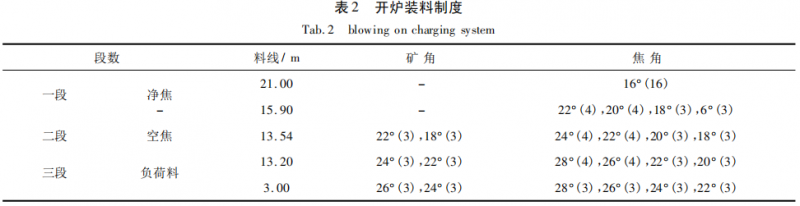
经过两次全开风口开炉实践,开炉料装料制度基本确定,详见表 2。开炉装料制度满足实际开炉要求。吸取第一次全风口开炉经验,经优化后的装料制度在送风前留取部分料线( 约 5. 07 m) ,防止重负荷料压实上部炉料导致加风困难。负荷料料线每上升 1 m 同扩 1°至料线 6. 5 m 停止装料,开炉前测得的 1. 5 m 料线焦炭最大角为 40. 5°。
2. 3 预埋氧枪预热炉缸
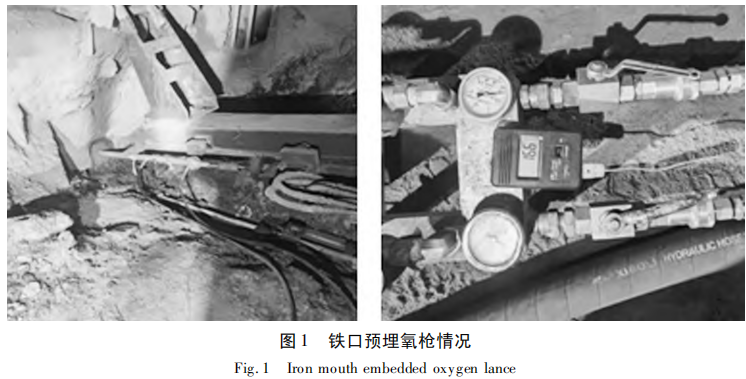
作为保障措施,在全开风口开炉中首次应用预埋氧枪加热炉缸,保证渣铁下达前高炉炉缸处在良好的热状态。在 4 个铁口预埋氧枪,用开口机将氧枪送入铁口,通过氧枪内摄像及氧枪温度变化分别调整氧气和空压风压力,控制焦炭燃烧情况,如图 1所示。开炉料裝至风口上部,开炉点火前 24 h 加热炉缸,将炉缸温度提升至 1 400 ℃以上。
2. 4 全开风口开炉加风进程
承德钒钛2 500 m3 高炉有30 个风口4 个铁口,开炉点火时所有风口全开。在炉缸热量充足的前提下,高炉初始送风参数选择开放式,风量 2 500 m3 /min 以上,风压 70 kPa,风温≮700 ℃。两次全开风口开炉,送风半小时能够完成引煤气操作,由于炉缸热工作状态良好,风口全亮时间短,加快了高炉复风进程。在加风过程中密切关注炉内压量关系和出铁情况,第一次全开风口开炉实践时,布料角度和批重选择不合理,在加风进程中存在悬料坐料情况,送风 18 h 后铁口开并排风坐料,排风后料动正常,压量关系明显改善,逐步恢复风量至 5 000 m3 /min 以上。第二次全开风口开炉实践对布料角度和批重进行优化,送风后 13 h顺利出铁,31 h后风量加至5 000 m3 /min以上,复风进程进一步缩短。通过两次全风口开炉实践可以认识到氧气的使用对理论燃烧温度及下部高温区域的积极影响。在保证安全的前提下,早用氧气有利于下部热量集中,降低铁水[Si],提高铁水物理热,加速喷煤燃烧,提高煤粉热效率,改善风口活跃性。两次全风口开炉实践在复风过程中风量加至 3 500 m3 /min 以上时开始富氧,保证了后续出渣铁及加风进程。
2. 5 装料制度调整
送风时料制调整的整体思路是初期开放边缘保证下料及风量,料制送风时矿 4 档 6. 5°带宽,焦 6档 14°带宽,在加风的过程中根据煤气流分布情况和具体炉况进行调整,调整两股气流稳定,形成保证中心兼顾边缘的料制形式。
2. 6 负荷及矿批变化
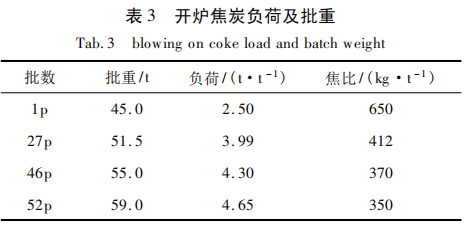
送风初期扩矿批不利于边缘及中心开放,致使中心不开边缘过重进而导致加风困难、下料不畅、悬料次数多。后期整体思路是缩小矿,批开放边缘。首先保证下料顺畅及迅速加风,在保证一定风量的基础上,逐步扩矿批、加负荷。优化后的焦炭负荷及矿批见表 3。
3 堵部分风口开炉与全开风口开炉对比
3. 1 开炉料的选择
与堵部分风口开炉相比,全开风口开炉采用全焦开炉。一方面节省时间、减轻工人劳动强度、确保施工安全; 另一方面,全焦开炉由于焦炭燃烧速度慢,上部造渣和正常料可以得到充分预热,渣铁进入炉缸时热量充足,确保首次出铁顺畅。全开风口开炉过程中铁口提前插氧枪预热炉缸,保证了送风后渣铁热量充足,不需要过高的炉温来加热炉缸,炉温反应速度快,开炉焦比选择 3. 11 t /t,比堵部分风口开炉低 0. 37 t /t。
3. 2 加风进程
由于全开风口开炉提前预热炉缸,炉缸热量充分,有利于快速加风,比堵部分风口开炉加风进程有明显优势,见表 4。
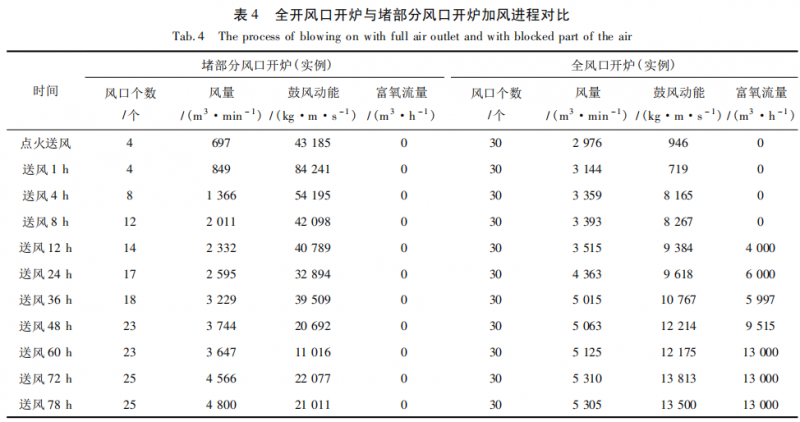
全开风口开炉 31 h 左右高炉处于全风状态,而堵部分风口开炉需要 78 h 左右。另外,快速富氧有利于理论燃烧温度的提高,在降低铁水化学热的前提下,保证铁水充足的物理热,有利于含钒钛矿高炉冶炼,对开炉达产起到了积极作用。
3. 3 降炉温过程
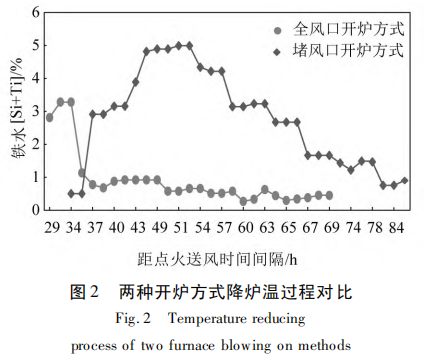
众所周知,炉缸热状态是影响高炉出渣出铁的关键,炉缸热状态良好、活跃,有利于出净渣铁。以往开炉未提前预热炉缸,由于炉缸热量不足,初次渣铁到达时热量被吸收很容易造成渣铁凉出不净或出渣出铁困难。为避免这种情况发生,必须保持长时间的高炉温来活跃炉缸,当炉缸热量满足要求时需要降炉温的过程用时较长,还可能造成炉温不稳。全开风口开炉,由于开炉前用氧枪加热炉缸,炉缸热状态良好,高炉不必维持长时间的高炉温来加热炉缸,高炉温维持时间短,降炉温速度快,不必过多担心炉温低渣铁出不净,避免了以往开炉炉温反复的弊端,为炉况快速恢复达产达效创造了有利条件。全开风口开炉与堵部分风口开炉降炉温过程对比如图 2 所示。
4 全开风口开炉应用效果
全开风口开炉在 2 500 m3 高炉上应用效果良好,具体见表 5。开炉送风后最快 13 h 顺利出铁,31 h全风作业,72 h 高炉利用系数达 2. 6 t /( m3 ·d) ,高炉炉况稳定,各项经济技术指标得到改善。

5 结语
( 1) 采用铁口预埋氧枪的方法加热炉缸,使炉缸在送风初期就达到了良好的热状态,能够加快高炉恢复进程。
( 2) 全开风口开炉不受捅风口进程的影响,炉缸更加均匀活跃,有利于出渣铁,消除了出渣铁对加风进程的影响。
( 3) 送风前期达到料动的风量后,开始富氧加速焦炭的燃烧,有利于迅速提升炉缸温度,保证后续出渣铁及加风进程。
( 4) 对于氧气的使用,应当充分认识到其对理论燃烧温度以及下部高温区域的积极影响,在保证安全的前提下,早用氧气有利于下部热量集中,降低铁水[Si],提高铁水物理热,加速喷煤燃烧,提高煤粉热效率,改善风口活跃性。
( 5) 全开风口开炉能够达到快速复风,快速达产,提升高炉经济技术指标,降低开炉成本的目的。
参考文献
[1]黄彬. 攀钢钒新3号高炉开炉快速达产操作[J]. 炼铁,2021,40 ( 6) : 36 ~ 39.
[2]牛富军. 安钢3号高炉中修开炉达产实践[J]. 炼铁,2022,41 ( 3) : 42 ~ 45.
[3]王艺淞. 新钢9#高炉开炉快速达产达标生产实践[J]. 江西冶金, 2022,42( 3) : 63 ~ 69.
[4]陈立杰,闫斌,李保良,等. 敬业A号高炉开炉快速达产实践[J]. 中国金属通报,2021( 13) : 157 ~ 158.
[5]陈智平. 2280 m3高炉大修开炉实践[J]. 河北冶金,2022( 06) : 46 ~ 51.
[6]邹德胜,王光亮. 更换高炉冷却壁的停、开炉操作[J]. 河北冶金, 2022( 08) : 6 ~ 51.
[7]袁骧,罗大军,岳留威. 湘钢二高炉开炉快速达产达效经验及教训[J]. 金属材料与冶金工程,2020( 4) : 32 ~ 36.
[8]吴金富,张涛颖,曹旭.韶钢 6号1 050 m3 高炉全风口开炉快速达产实践[J].甘肃冶金,2021,43( 6) : 63 ~ 66.
[9]姜庆喜,范振夫,刘和,等.鞍钢 2580 m3高炉大修开炉达产实践 [J]. 鞍钢技术,2018,412( 4) : 48 ~ 51.
[10]芶毅,蒋学健,马振军,等.山钢日照公司 2# 5 100 m3高炉开炉达产实践[J]. 山东冶金,2020,42( 4) : 3 ~ 5.
[11]张立国,赵正洪,赵德胜,等.鞍钢新 1 号高炉大修技术应用与开炉达产实践[C]. 2017 第五届炼铁对标、节能降本及新技术研讨会论文集,2017.
[12]牛富军,焦虎丰,李胜杰.安钢2 200 m3 高炉大修开炉实践[J].河南冶金,2020,28( 6) : 32 ~ 36.