
刘迪1 刘根社1 董长征2
(1.商丘魁斗计量测控有限公司,商丘 476000)
(2.武汉钢铁股份有限公司CSP厂,武汉 430080)
摘要:本文首先简要阐述板带钢生产过程中,板凸度测量的国内外现状,然后详细地介绍便携式智能板厚凸度测量仪的机械部分与嵌入式系统设计,并进行现场测量验证,最终证明本仪器可作为离线板凸度曲线测量的专用工具使用。
0 前言
板带钢轧制过程中,板带材厚度的测量是生产工艺过程中的重要环节,它对指导操作控制、保证产品质量等起到重要的作用。随着AGG系统在板带轧机上的普遍应用,板带材的纵向厚度精度得到了显著提高;而板带材的横向厚度问题却日益突出,板带轧制时,冷热轧板来料(或成品厚度)、局部高点、凸度、楔形等几何参数直接影响产品最终质量。目前现场离线测量这几项指标,主要依靠千分尺手工测量,效率低、误差大、并且无法实现连续测量,经常导致关键特征点被遗漏。因此,开发一种能快速、准确离线测量板厚凸度的仪器具有非常重要的现实意义。
1 板凸度测量的国内外现状
从20世纪60年代,国外一些研究机构就已经开始进入板带凸度仪的开发研究工作,美国DMC公司(现美国热电瑞美测量公司)、德国IMS公司等都相继开发出了各自的系列产品,已经在板带钢生产中得到了广泛应用,取得了显著的经济效益。
我国在板带凸度测量方面的研究起步较晚,相对比较落后。国内钢铁企业板带钢轧机上配置的板凸度仪几乎完全依赖进口,现场离线测量主要依靠千分尺手工测量,经常导致关键特征点被遗漏,不利于板带材的尺寸参数精准控制和检测,进而影响产品市场综合竞争力。
本文提供一种便携智能板厚凸度测量仪,是在本单位(商丘魁斗计量测控有限公司)与首钢技术研究院联合开发的离线板厚凸度测量仪的基础上,又经过多年与武汉钢铁股份有限公司的联合研究与实践而开发成功的。它可以实现快速、准确、高效离线检测冷热轧板来料(或成品厚度)、局部高点、凸度、楔形等几何参数,并对测量结果进行智能化处理,可直接显示被测板厚板凸度曲线,可大量存储已测板材凸度的测量数据,也可将已测的板材数据通过U盘传输到上位计算机进行分析处理,为生产现场改善板带产品的尺寸精度及优化控制工艺提供数据支持。
2 板厚凸度主要技术参数
l 测量范围:测量长度0-2000mm(根据用户要求≤10m)
l 厚度:0.5-10mm(根据用户要求可设计0.5-50mm)
l 仪器分辨率:1mm
l 示值误差:<3mm
l 测量步距:1-100mm可根据需要设置
l 重量:6kg
3 仪器的设计与实现
3.1机械部分设计

图1 测量仪器的主视图
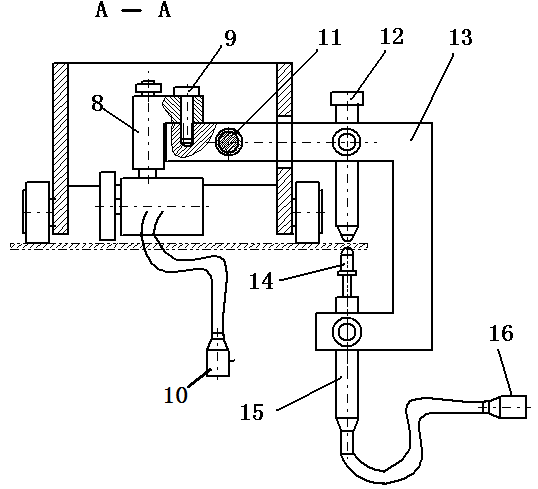
图2 测量仪器的左视剖面图
1-被测板 2-测量架体 3-精密圆直线导轨 4-直线导轨固定螺丝 5-滚轮机构(3套)
6-测微传感器紧定螺 7-测量定位杆紧定螺 8-编码测长机构 9-测长结构固定螺
10-测长机构连线插头 11-精密直线轴承 12-测量定位杆 13-U型测量臂
14-传感器测量头 15-精密测微传感器 16-传感器插头
图1和图2所示为测量仪器的连接关系,它的工作原理是被测板放置于测量平台上且测量部位外露2-3厘米,将仪器放置在被测板上且三个滚轮同时与被测板上平面接触。调整测量定位杆12使其端部与被测板接触且保证与被测板垂直时,旋紧定螺7将测量定位杆12固定。调整传感器15至测量头14与被测板的下平面接触并压缩(在传感器测量范围内),旋紧定螺6将传感器固定。推动整体仪器在被测板上移动(被测板尺寸较长时)或仪器不动推测量臂移动(测量小尺寸和边部尺寸),由于测量杆、传感器等重力和测长结构的弹力共同作用,使测量臂及其上部件获得绕直线导轨3的扭力,使得测量定位杆的下端部始终与被测板接触,当被测板厚度变化时,测微传感器15的测量杆伸缩,其伸缩量被电脑及处理电箱17采集,与其同时仪器或测量臂的移动量也被电脑及处理电箱17采集,经处理被测板的厚度及凸度值即可在显示屏19上显示并绘制出测量曲线。
3.2 嵌入式系统设计
便携式板厚凸度测量仪配置有专用嵌入式系统,使得该仪器具有“可人机对话”、“输入被测板带各种参数”、“自动采集被测板带厚度和长度数据”、“自动处理数据并生成曲线”、“自动存储测量结果”和“传输和显示各种数据及曲线”的功能。
3.2.1嵌入式系统外观设计
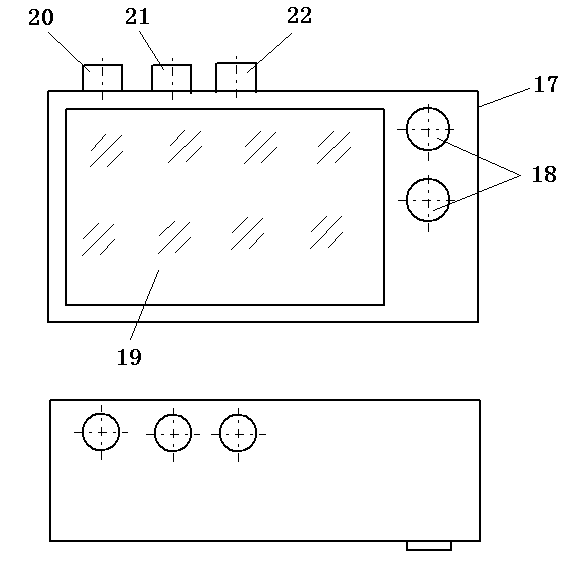
17-电脑及处理电箱 18-仪器功能操作键 19-仪器显示屏
20-测长机构插座 21-测微传感器插座 22-充电器插座
图3 嵌入式系统外观设计图
3.2.2嵌入式系统硬件设计
由于外围控制电路比较复杂,我们把其分为主控模块和测量模块,分别由SAMSUNG的EXYNOS4412芯片和AVR芯片控制。主控模块主要负责人机交互功能以提供直观的操作界面、负责实测数据的管理和显示、负责提供管理配置功能;测量模块主要负责采集测长接口电路的脉冲信号和经过16位AD芯片转换的2路位移传感器接口电路的数据,并把处理后的数据先缓存到外部SRAM存储器中,最终的实测数据发送给主控模块;为了开发过程中调试方便,主控模块和测量模块都预留用于调试的外部串行接口。嵌入式系统硬件原理框图如图4所示:
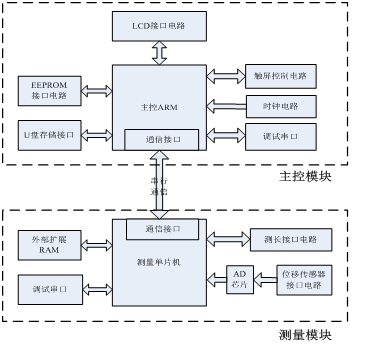
图4 嵌入式系统硬件原理框图
3.2.3 嵌入式系统软件设计
嵌入式系统软件设计主要包括驱动层、通信层和应用层的设计;驱动层是开发模块相应设备的驱动程序,包括LCD驱动、键盘驱动、AD芯片驱动、USB驱动等;通信层主要完成主控模块和测量模块之间的通信,它们必须满足测量通信协议;应用层主要完成仪器的工作流程及对应的LCD显示和传感器数据采集处理,软件总体流程图如图5所示:
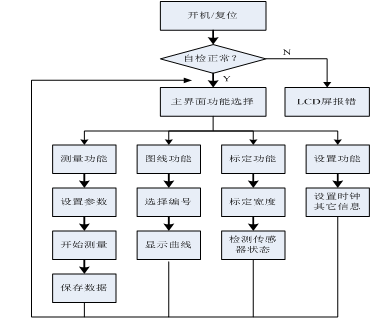
图5 嵌入式系统应用层软件总体流程图
3.3 数据库管理系统设计
该仪器配套有BHT-便携板厚凸度测量仪数据管理系统,主要完成数据导入、数据管理功能;其中数据导入功能又分为U盘数据导入和备份数据导入,数据管理功能主要包括测量数据的查找、删除,显示测试曲线和打印测试曲线的功能。其数据管理系统功能图如图6所示:
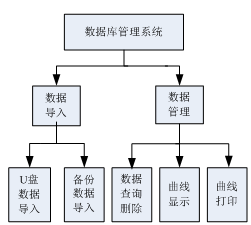
图6 数据管理系统功能图
4 测量仪器的验证
为了验证板凸度测量仪的正确性与精度,把用该仪器测量得到的数据与高精度测量仪器逐点测得的数据进行比较,结果误差<0.003mm,完全达到板凸度测量系统要求的精度。为了考查该仪器的实用性,进行现场测量使用,实现了连续测量板材凸度数据的目标,且仪器携带方便易于操作,取得了较为满意的效果。因此,我们认为该仪器可作为离线板凸度曲线测量的专用工具使用。

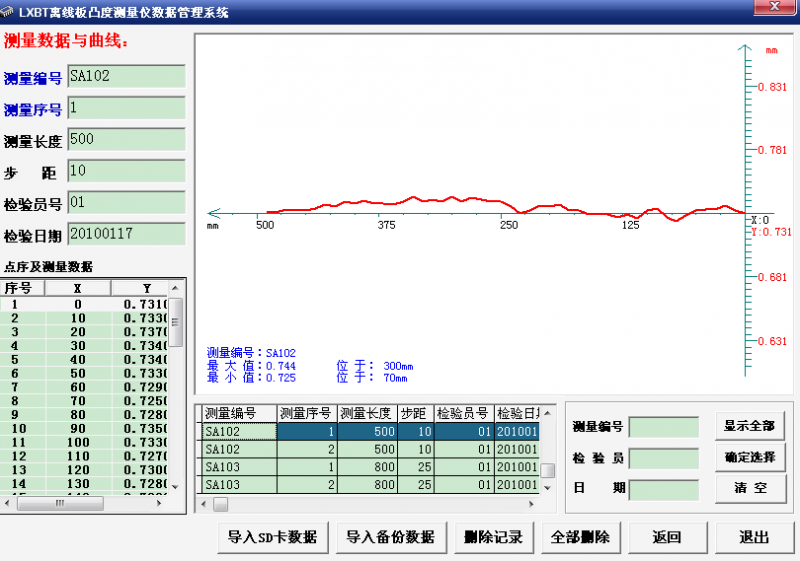
图7 现场测量板厚板凸度及结果显示
5 结束语
目前国内外的钢铁形势都处在最冰冷的严冬期,行业亏损和去产能化使钢铁企业间的竞争更为白热化,如何在激烈的竞争中生存并立于不败之地,是企业必须考虑的重中之重的问题。企业要生存,则必须在低成本下生产出优质的产品并被市场购买以实现利润最大化。
本文介绍的便携智能板厚凸度测量仪经验证,分辨率0.001mm,示值误差<0.003mm,可以满足板带钢厂对板厚凸度数据曲线的测量。该仪器测量方式简单,使用方便,环保安全,是一种极有推广应用价值的便携式的高精度测量仪器;对板带钢生产企业的轧制操作控制、保证产品质量和降低生产成本都具有重要的指导意义。