
徐如民
(六安钢铁有限公司轧钢事业部 安徽 六安 237462)
摘要:本文主要以六安钢铁3500中厚板电液伺服阀的特色维护为例,介绍了工作环境对伺服阀的影响,并采取相应的改进措施;对伺服阀性能曲线进行分析利用定修时间调整。保障了伺服阀的稳定性、精确性,对液压伺服控制系统故障的预防起到了一定作用,提高了伺服阀的使用寿命。2023年推行伺服阀的特色维护, 取得了显著的成效, 不但降低了设备故障率和维护成本,而且为生产提供了强有力的保障。
关键字:伺服阀 环境改进 曲线调整 特色维护
1 六安钢铁伺服阀运行状况概述
伺服阀是伺服系统的核心元件,在冶金行业中厚板生产中应用十分广泛,AGC、弯辊、侧导板、主平衡等控制系统中都采用伺服系统,伺服阀很大程度上决定了伺服系统的性能和板带质量。伺服阀作为机械、电气自动化、液压及生产工艺技术相结合的高度精密部件,综合了多方面的特点,具有控制精度高,响应速度快,信号处理灵活,输出功率大和结构紧凑等优点,维护难度较大的特点。如何提高伺服阀的可靠性致关重要,保证伺服控制系统准确快速稳定的工作有重要的意义。
随着运行过程中设备的磨损加剧和轧制工艺的改进,原有的设备精度和状态越来越不能满足生产的需要,特别是随着薄规格、品种钢等极限规格的轧制,对设备运行精度要求越来越高,特别是液压伺服控制系统的故障对设备精度影响巨大。为降低设备的事故时间,提高液压系统的运行率,以降低生产成本为目标,自 2023年初推行伺服的特色维护。
2 伺服阀工作原理
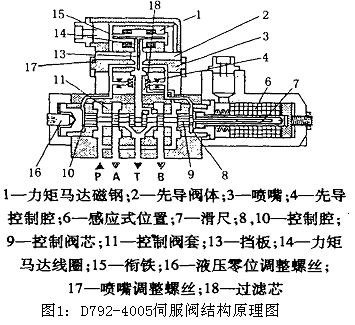
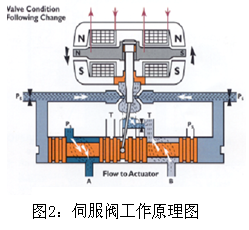
精轧AGC电液伺服阀是MOOG公司的产品,属喷嘴挡板式伺服阀,其结构简图(见图 1)和先导部分工作原理(见图2)。这种电液伺服阀具有定位精度高、重复精度高、响应速度快、先导控制级维修更换方便等特点。为了调整电位移反馈伺服阀的参数,处理和预防其运行中发生的故障,在分析电位移反馈伺服阀D792-4005结构的基础上探讨其调整方法。
D791-4028电液伺服阀的第一级是一个电气操纵的喷嘴挡板阀。力矩马达 1在一定电流作用下使衔铁l5相对于中间位置发生偏转,衔铁 l5与挡板l3连接在一起,于是挡板在两个喷嘴之间运动,从而使两个先导控制腔4的控制油流量发生变化,形成一定的压差去控制第二级的控制阀芯9。控制阀芯9与感应式位置传感器线圈6中间的瞬时位置信号被转化成相应的电压信号后在测量放大器输出端输出,由此接受到控制阀芯的实际位置信号。通过将控制阀芯的实际位置信号与给定信号进行比较,接受到一个偏差信号,然后经伺服放大器放大去控制伺服阀的先导级,由此完成一个内部闭环反馈过程。输入到伺服阀先导级的电流信号使挡板l3在两个喷嘴之间移动,使两个控制腔 8和 1O之间形成压差,控制阀芯 9连同滑尺 7一起在这个压差作用下产生一定位移量,直到其位置信号与给定信号一致为止。控制阀芯 9相对于控制阀套 11的位移产生一个开口量,这个开口量与给定信号成比例关系,它直接反映出伺服阀输出流量的大小。
3 伺服阀的特色维护
3.1 工作环境对伺服阀的危害原因分析及其改进
3.1.1 油液清洁度对伺服阀的危害原因分析及其改进
液压伺服阀故障有 70%~80%是由油液污染导致的 ,油液的污染加快伺服喷嘴挡板、阀芯阀套元件的磨损和失效速度,然后造成引起系统流量、压力的波动,会使伺服阀的动态性能发生变化;伺服阀内部有些通道和喷嘴挡板之间的间隙极其微小,大约0.102~0.106mm的颗粒会在此淤积堵塞伺服阀,油液中固体颗粒会使阀芯与阀套之间的摩擦阻力增大,造成主阀芯阀套磨损,动态性能变坏、磁滞增大 ,内部泄漏增加、零点特性下降(见图3)。据相关经验表明 ,每 100mL 的油液中,直径1~5 的颗粒数超过25~500 万时,伺服阀将完全失去机能 ,固体颗粒和胶状生成物堵塞伺服阀过滤器。所以要保证液压系统正常、可靠地运行,必须要保持系统的清洁,对伺服阀工作的可靠性、稳定性、灵敏度和寿命提出了更高的要求 ,这就对液压系统的清洁度提出了更高的要求。
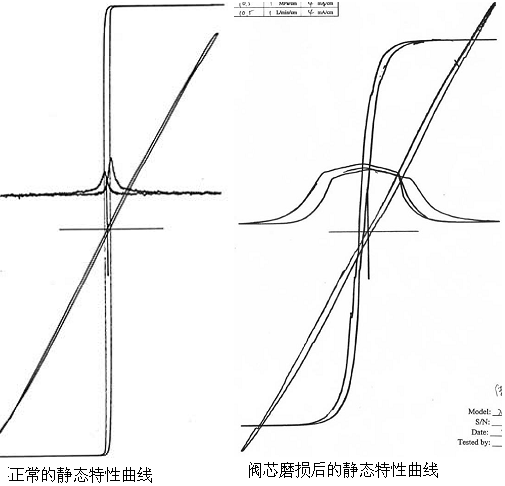
图3:伺服静态特性比较图
六安钢铁中厚板精轧伺服液压站油液污染(NAS1638-7 级)的原因是过滤器滤芯精度等级太低,其改进措施是:1)循环系统的过滤精度改为3um,此种设计保证了系统油箱的清洁度,并且能够避免滤芯更换时的污染物进入到系统中;2)在系统之前设有6um的高压过滤器,确保了系统循环时滤芯未捕捉到的较大颗粒不会进入系统;3)在回油管路上设有12 m的回油过滤器;4)所有的滤芯均选用品牌滤芯(Pall),其滤除固体污染物速度快、效率高(βx=10),其滤芯由专利纤维和树脂通过特有工艺制成,具有固定的孔隙结构,滤材无脱落, 有效地防止纤维脱落造成新的污染,被拦截的污染颗粒不会因压差和流量的波动而使污染物通过滤芯进入下游。滤芯采用由表及里的、沿流动方向逐渐缩小的渐变孔隙结构,分层逐渐拦截不同尺寸的污染颗粒,实现体积纳垢,从而大大延长了使用寿命,减少了更换滤芯的次数 ,有效地防止了因更换滤芯使污物进入系统;5)进行对阀台的改造。如上支撑阀台在阀台前增设一个控制油过滤器(见图4)及备用伺服阀回路,以防伺服阀喷嘴挡板元件被污染和伺服故障及时处理。6)定期更换或清洗现场伺服阀内的蝶形过滤器。
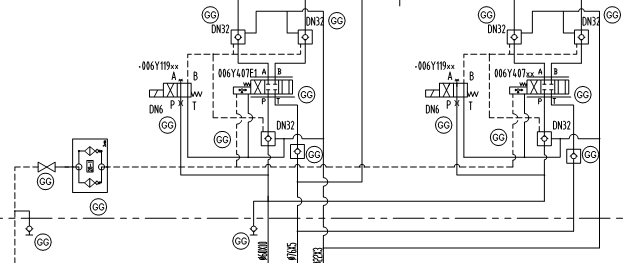
图4:六安钢铁中厚板改造后的精轧液压伺服上支撑原理图
伺服阀对油液的清洁度有较高的要求,但是能够控制,通过上述控制方式,油液的清洁度达到了一个较高的水平,运行半年多来清洁度一直保持在(NAS1638-5 级)之内,伺服阀因油液清洁度底导致的故障率逐步下降,有效保证了液压控制系统精度和设备运行的稳定。
3.1.2、油温对伺服阀的危害原因分析及其改进
液压伺服系统发热(温度51℃)是困扰伺服阀正常工作的重要问题之一。由于油温上升引起油液黏度降低,导致喷嘴挡板阻尼降低,引起高频自激振荡噪声;油温升高使伺服阀的密封、运动零件等加快老化,影响其使用寿命;油温升高引起机械结构的热变形造成阀芯卡死和破坏应有的精度,破坏了阀芯阀套原来正常的配合间隙,导致摩擦阻力增加、伺服阀卡死;油温升高引起油液汽化、水分蒸发,使液压元件产生穴蚀,油液氧化形成胶状沉积物,易堵塞伺服阀滤油器和阀内的节流小孔,因此,液压油温过高严重影响伺服阀的正常使用,降低伺服阀元件的使用寿命,增加伺服阀的维修成本。
六安钢铁中厚板精轧伺服液压站油温过高的原因分析及改进:1)冷却器冷却面积太小(20![]()
![]() )和水管蝶阀及散热片太脏,将伺服液压系统的冷却器冷却面积增大到50
)和水管蝶阀及散热片太脏,将伺服液压系统的冷却器冷却面积增大到50![]()
![]() ,并进行强制冷却;定期检查维护冷却循环系统(见图5)相关的阀门,提高冷却水压力,定期对散热片清洗冷却器解体后作除垢处理。2)液压站主泵工作压力不一致,系统溢流阀溢流太大,利用停机时间调整泵压力一致或在规定的压差范围内,压力值相差不超过2%;定期标定溢流阀、减压阀等部位检查是否有内泄的溢流阀、减压,无法调节的更换损坏的元件;检查管路和阀组温度是否有溢流、节流和阻尼的部位,并及时处理。通过以上的改造和定期维护后温度保持在35 ℃~45 ℃。
,并进行强制冷却;定期检查维护冷却循环系统(见图5)相关的阀门,提高冷却水压力,定期对散热片清洗冷却器解体后作除垢处理。2)液压站主泵工作压力不一致,系统溢流阀溢流太大,利用停机时间调整泵压力一致或在规定的压差范围内,压力值相差不超过2%;定期标定溢流阀、减压阀等部位检查是否有内泄的溢流阀、减压,无法调节的更换损坏的元件;检查管路和阀组温度是否有溢流、节流和阻尼的部位,并及时处理。通过以上的改造和定期维护后温度保持在35 ℃~45 ℃。
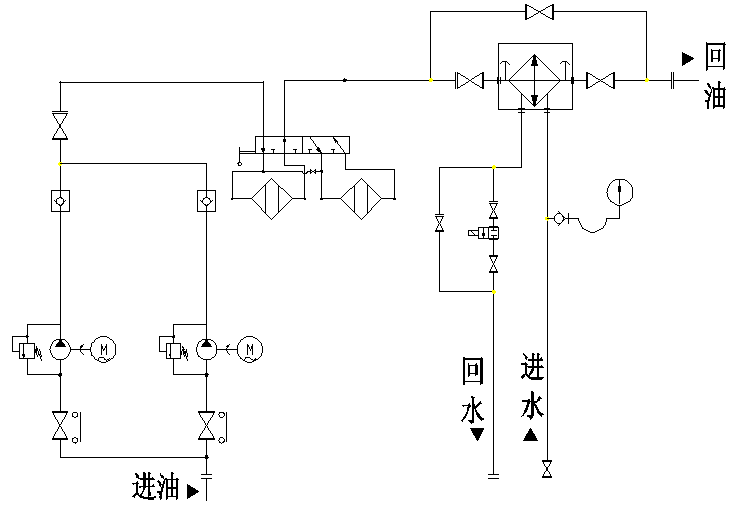
图5:六安钢铁中厚板精轧伺服站循环过滤、冷却装置
3.1.3、伺服系统管路振动对伺服阀的危害原因分析及其改进
系统产生液压振动时,油液的压力峰值常高达正常压力的3-4倍,使系统中的伺服阀等液压元件、管道遭受损坏、并使压力传感器、油缸磁尺发出非正常讯号,液压振动引起系统漏油,导致伺服阀附近管路振动,致使伺服系统不能正常工作,严重影响伺服阀的稳定性、精确性。
六安钢铁中厚板精轧伺服液压站AGC伺服管路振动原因分析:在伺服系统管路中,由于中厚板生产过程中伺服阀进行闭环控制调节,通过检测装置反馈的结果伺服阀阀芯反复不停的开或闭,此时,管道内的液体流速发生突然激剧变化,液体速度的变化使液体的动量改变,反映在管道内的压强迅速上升或下降,突然加压时易导致油管爆裂,迅速降压时形成的管内负压会使油管震荡。改进措施:1)合理缩短管道长度,减少冲击波传播的距离,在不影响阶跃响应前提下,从阀台到油缸之间增设胶管连接以使缓解冲击;2) 由于伺服阀开关主油管路时,主油管路产生大幅值压力脉动,其压力变化率 dP/dt也相当大,由此引起振动与噪声,在伺服阀前增设安全阀(调整压力在28.5Mpa)、蓄能器(20L)装置(见图6),并定期检测和补充蓄能器氮气压力(25Mpa),以释放或吸收液压冲击的能量,显著降低了噪声,可有效吸收压力脉动。3)合理调整伺服阀零漂范围和伺服系统比例增益、积分时间、微分增益参数。供油压力在22.4Mpa-33.6Mpa的范围内变化时,零漂小于0.62Mpa;当回油压力在0-6.3Mpa范围内变化时,其零漂小于0.62Mpa;当控制电流在0-10mA范围内变化时,零漂小于0.4mA。在不影响阶跃响应前提下,减低微分增益值、比例增益值及延长积分时间。
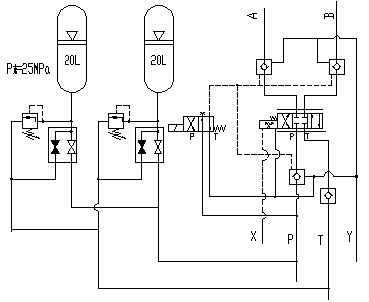
图6:六安钢铁中厚板精轧活套安全阀、蓄能器原理图
3.2、 伺服阀性能曲线分析及其特色调整维护
伺服阀是电液伺服系统中的关键组件,由于二级电液伺服阀是复杂而又精密的伺服组件,
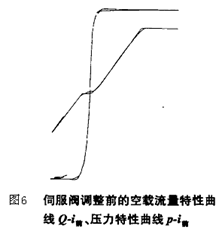
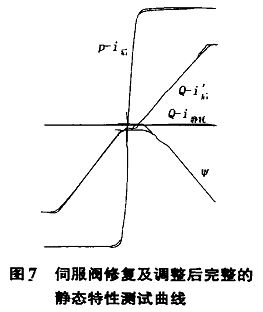
它的特性和性能参数是十分必要的。其性能参数非常多,要求也非常严格,所以伺服阀的精确特性和性能参数只能通过伺服阀检测装置(MOOG G040-123)获得。电液伺服阀的特性包括静态特性和动态特性两方面,而静态特性有空载流量特性、压力特性和内泄漏特性等特性;动态特性有频率特性和阶跃响应特性。此外,因为伺服阀经常在零位区域工作,所以零区域特性特别重要,其特性有零偏特性和零漂特性等。本文介绍经过MOOG G040-123检测仪经常检测到的D791-4028伺服阀的空载流量特性曲线 Q-i、压力特性曲线 P-i调整前(见图6)和调整后Q-i、P-i及分辨率特性曲线(见图7)。
3.2.1、伺服阀性能曲线分析
从Q-i前可以看出,阀电流向正方向增大到一定值后流量不再增加,呈现一个较大的水平台阶,出现单边流量饱和现象。出现正向流量饱和现象时,阀的负向零偏较大,负方向流量较小,但无饱和现象,这种情况与零偏大有关。因电反馈电液伺服阀的零偏太大,控制阀芯朝一个方向移动过程中,电位移反馈装置限制了控制阀芯的过量位移,使伺服阀输出流量受到限制,从而出现饱和现象,在流量输出特性曲线上即出现一个平台。因此,通过调节伺服放大器零位偏置,尽量减少其零偏,可以消除单边流量饱和现象。
3.2.2、伺服阀的调整
① 压力增益的调整:压力增益的调整在该伺服阀的先导控制级上进行。由图1可见,两喷嘴3的位置可以从外部调整,17是喷嘴调整螺丝,通过调整喷嘴的位置,可以改变喷嘴与档板的节流空间,从而使控制腔8和10间的压降改变,使伺服阀负载差一电流性能曲线的线性发生变化,即改变了伺阀的压力增益特性。由图6可见的伺服阀特性曲线的斜率即反映压力增益指的大小,该阀的压力增益够大。一般伺服阀出厂时生产厂家已将先导控制级调好并铅封,没有特殊情况,不要轻易再调。
②零偏的调整:零偏调整即调整伺服阀的零位偏置,可以在伺服阀的第二级—流量输出级上调整液压零位,也可以在伺服放大器上调整电气零位。零偏调整(见图 1),控制阀芯 9与控制阀套11等组成流量输出级。为了零偏的调整,可通过旋转阀盖左端内六角螺丝16来改变控制阀套11的控制台肩相对于控制阀芯 9的位置。零偏调整时,观察伺服阀两工作口的压力P1有杆腔、P2无杆腔是否相等,即△P=P-P2=0时,表示零调到了最佳状态。该阀的图7是零位调至最佳状态后的伺服阀空载流量特性及压力特性曲线。由空载流量特性曲线可以看出,零偏调整后,正、负两方向的流量基本对称且有较好的线性,克服了单边流量饱和现象。
3.2.3、数据分析
① 零偏的调整数据分析:由于伺服阀一般工作在小信号区,即零位附近,因此,在静态测试时为了得到准确的零位区域的特性曲线,即取In=10 mA, 电流比例为 0.6mA/cm。
由图6可知,调整前零偏△I为: △I=( i△/In)×100%={[((-0.8+(-1.2))/2)×0.6]/10}×100% =-6%,式中:-0.8、-1.2分别为空载流量特性曲线Q-i前与横坐标相交对应的横坐标格数,每格为1cm。计算所得零偏绝对值大于3%(常规指标 )明显偏大,因此伺服器未调整零偏前不宜上机使用。
由图7可知,调整后零偏△I为:调整前零偏△I为: △I=( i△/In)×100%={[(-0.2+0.6)/2)×0.6]/10}×100% =-1.2%,式中:-0.2、0.6分别为空载流量特性曲线Q-i后与横坐标相交对应的横坐标格数。计算所得零偏值远小于常规指标 3%,零偏情况良好。
② 调整后的压力增益Kp分析:在图7中压力特性曲线上±40%供油压力即对应纵坐标压力为±11.2Mpa, 压力比例为 0.03Mpa/cm;对应的横坐标电流为1.2 mA、0.2 mA,电流比例为 0.6mA/cm。所以,压力增益Kp=2*11.2*0.03/[(1.2-0.2)*0.6]×100%=112%.计算所得压力增益112%,大于30%(常规指标),说明压力增益正常。
由以上计算分析可知,修复、调整后的伺服阀性能指标良好 ,完全可以满足生产现场使用要求。
4 、伺服阀特色维护的效果及推广
六安钢铁有限公司六安钢铁中厚板自2023年初到今推行液压专业伺服阀的特色维护, 经过定修时间和平时的维护,做到以预防为主的前馈控制,伺服阀稳定性得到明显提高,伺服系统油品清洁度、温度、振动冲击等隐患都得到了较好的解决,大大提高了伺服阀的运转周期。定期对伺服阀特性参数调整,伺服阀故障得到了有效的控制,伺服阀维修费用、生产过程中造成的次品逐年下降并保持在较低,取得了显著的成效,为六安钢铁中厚板生产提供了强有力的保障。2009年末向全公司2150中厚板厂、能源管控中心等进行大力推广,为提高我公司产量及成材率提供了有力的保障,给公司带来可观的经济效益。
六安钢铁伺服阀的特色调整维护提供简便、有效、快捷、可靠的平台,取得了较好的经济效益,具有广阔的发展应用前景。
参考文献
[1] MOOG公司伺服阀说明书.
[2] 六安钢铁公司中厚板厂工艺指导书.
[3] 曹鑫铭.液压伺服系统[M].北京:冶金工业出版社,1998.
[4] 赵应樾.液压控制阀及其修理[M].上海:上海交通大学出版社,2002.
[5] 王懋瑶.液压传动与控制教程[M] .天津:天津大学出版社,1998.
[6] 张利平.液压阀原理、使用维护[M] .北京:化学工业出版社,2005.