
徐如民
(六安钢铁控股有限公司,安徽 六安237462)
摘要:本文以某钢铁公司1580带钢厂卷取机1#助卷辊为例,介绍液压伺服控制系统故障原因分析,提出了相应的预防措施,保障助卷辊液压伺服控制系统的稳定性、精确性,对助卷辊液压伺服控制系统故障的预防起到了一定作用,提高液压缸及相连的机械设备的使用寿命。
关键字:伺服系统;故障;分析;预防
1 液压伺服控制系统及卷取机助卷辊概述
液压伺服控制系统在冶金行业带钢生产中应用十分广泛,AWC、AGC、活套、弯辊、侧导板、夹送辊、助卷辊等控制系统中都采用伺服系统,而伺服阀决定了伺服系统的性能和板带质量。液压伺服控制系统作为机械、电气自动化、液压及生产工艺技术相结合的高精密系统,综合了多方面的特点,具有控制精度高,响应速度快,信号处理灵活,输出功率大和结构紧凑等优点,维护难度较大等特点。如何提高伺服控制系统的可靠性致关重要,保证控制系统准确快速稳定的工作有重要的意义。
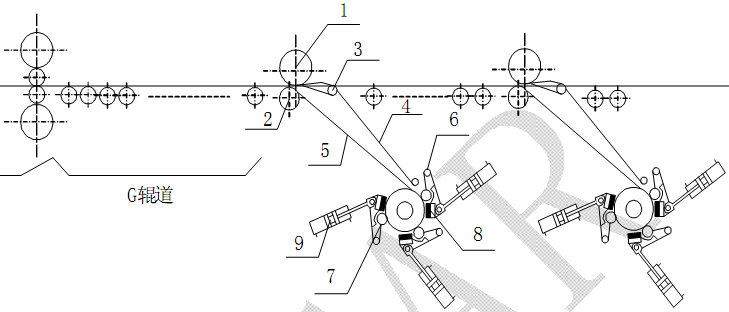
1580带钢厂钢坯卷钢过程,当其头部咬入精轧机组F1、F2或F3时,卷取机已经处于准备工作状态。此时,助卷辊围抱卷筒,在液压伺服控制系统机构控制下,助卷辊与卷筒之间保持带钢咬入厚度的1.5倍。带钢进入卷取机时,借助导板装置,在助卷辊和卷筒之间形成封闭路径,使带钢按顺序卷上卷筒。在带钢卷入卷筒的头1圈后,助卷辊进行踏步控制,带钢卷上3-5圈后,助卷辊全部打开,进入正常的卷取状态,带钢在卷筒和精轧机之间形成稳定的张力。带钢尾部离开F7精轧机时,助卷辊合拢,并压住外层带卷,直到卸卷时打开。见示意图(图1)。
![]()
图11580带钢厂卷取设备示意图
2 卷取机助卷辊液压伺服控制系统的工作原理
卷取伺服液压站主要设备为五台 (四用一备)斜盘式恒压变量柱塞泵,系统正常工作时主泵排出的压力油通过泵出口的三通分为两路:一路为主油路,压力为21Mpa;另一路为减压控制回路,压力降为12Mpa,专为伺服阀先导部分供油。轧机正常工作时,主油路的压力油经过伺服阀控制液压缸工作,以达到卷取机助卷辊定位和控制板坯卷型的目的;当轧机停机检修时,伺服阀关闭,旁通回路打开,主油路的压力油通过电液换向阀来控制液压缸到检修位置;当正常轧钢时,按照助卷辊的位置需求打开,至最大位或保持与带钢厚度1.5倍的辊缝定位等待卷钢,此时,伺服阀打开,旁路回路电液换向阀两端失电,阀芯停止在中位。见示意图(图2)。。
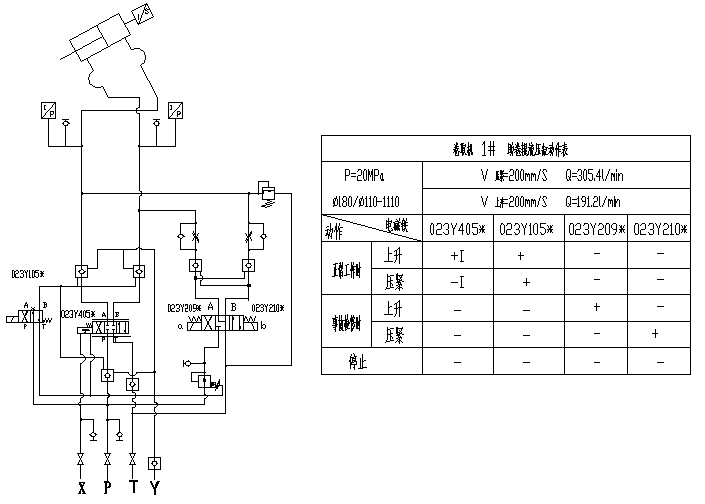
图2 1580带钢厂卷取机1#助卷辊液压原理图
3 卷取机助卷辊液压伺服控制系统存在的故障及原因分析
3.1 助卷辊液压缸震荡和助卷辊不能压靠或压靠时间过长
3.1.1 助卷辊液压缸震荡原因分析(见图3)
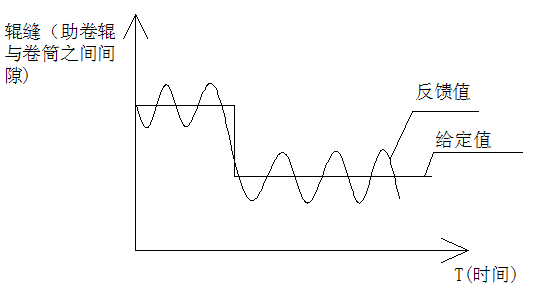
图3 1580带钢厂卷取机1#助卷辊液压缸震荡曲线图
助卷辊在等待卷带钢状态下,液压缸自动定位控制不准确,并在一定范围之内震荡或抖动,致使卷筒和助卷辊相互干涉,造成这种现象的主要原因为:
(1)伺服阀由先导阀控制调节主阀芯运动,助卷辊工作需要保持高频正弦波震荡,以保证快速响应。1580带钢厂的伺服阀一般在没有给定的时候处于 2000HZ 的正弦震荡。因此,当先导阀芯的芯套边缘部分由于磨损或其它原因出现损伤时,阀体发生内泄,伺服阀就会出现周期性的非正常震荡。
(2)由于伺服阀的先导阀芯和阀体之间其本采用紧配合结构,因此伺服系统对油品的要求极高。当液压系统中的细小颗粒夹到间隙里时, 会影响到阀体的正常动作,出现卡阻等现象。根据位置控制的原理分析,一般在卡阻部位就会出现震荡。所以液压油油品的清洁度也是产生系统震荡的一个重要因素。
(3)伺服阀在投入使用时,内环、外环的积分增益已设定好。精确的增益设定值既能保证伺服阀的响应速度,又能在达到给定参考值的时候没有(或者很小)超调。但是伺服阀在使用过程中,由于各种原因,伺服阀的响应特性会出现变化。一般来说,随着时间的推移,伺服阀的响应速度会降低。这样的话,相对于初始设定值,伺服阀放大器设定的增益值就会逐渐偏大。这时候就会出现超调现象,当增益过大的时候就会出现系统的震荡现象。
(4)伺服阀入口与出口之间两端压差△P过高;液压缸销轴、油缸底座等部位机械连接不牢固,从阀台到油缸胶管太长、弹性过大,控制阀台安装的离油缸距离太远;在TDC闭环控制程序中插入了斜坡时间,微分、积分增益设定值太低。
3.1.2 助卷液压缸不能压靠原因分析(见图4)
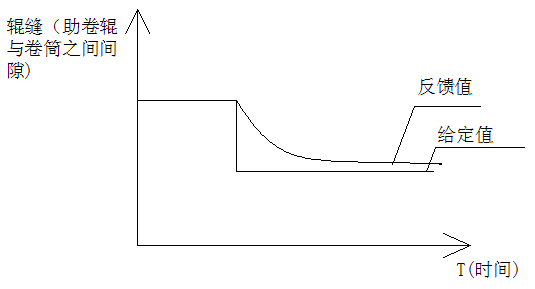
图4 助卷液压缸出现压靠未达设定值时状态曲线图
当助卷辊液压缸压靠卷筒至带钢厚度1.5倍的辊缝时,常会出现辊缝不能达到设定值的状态,造成这种现象的主要原因为:
(1)液压系统油压未达驱动负荷所需的压力,阀体及油缸存在严重内泄,致使油缸无杆腔未达驱动负荷所需的压力,伺服阀先导控制压力不能满足系统要求。
(2)TDC控制系统程序积分增益设定值太高,增益及偏流方向不正确,比例及积分设定值太低。
3.1.3 助卷液压缸压靠时间过长原因分析(见图5)
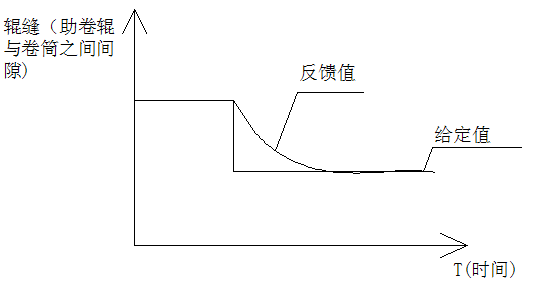
图5 助卷液压缸压靠时间过长
助卷辊液压缸往卷筒压靠到保持与带钢厚度1.5倍的辊缝间隙时,到达设定值的时间过长,造成这种现象的主要原因为:
(1)控制阀压力灵敏度过低,磁尺、压力传感器等检测装置采集信号时间过长。
(2)TDC控制系统程序比例增益设定值太低,偏流不正确。
3.2 助卷辊液压伺服系统产生液压冲击原因分析
系统出现液压冲击现象时,油液的压力峰值有时高达正常压力的3-4倍,使系统中的控制阀等液压元件、甚至管道受损,并使压力传感器、油缸磁尺发出非正常讯号,致使系统不能正常工作,影响带钢产品卷型质量;液压冲击还会造成强烈的振动和冲击噪声,使油温较快上升,极易使系统造成泄漏,严重影响液压系统的性能稳定和可靠,造成这种现象的主要原因为:
(1)由于卷钢过程中,助卷力作用于助卷辊上,传递到伺服缸,使其受到冲击,进而使阀架和管道产生振动,造成液压系统工作稳定性较差,导致管路漏油,影响生产顺利进行。
(2)伺服阀的零漂过大,极易引起系统的振动,产生助卷辊辊缝和压力波动,致使系统的稳定性差。
(3)伺服控制阀动作太快,微分增益值太高,阶跃响应速度太快。
3.2 液压系统温度升高原因分析
液压系统温度过高会降低液压设备的性能下降,缩短元件寿命,故障增多,导致密封圈易老化失效,影响系统性能,产生液压系统油温上升过高的主要原因为:
(1)液压站循环冷却系统冷却效果差和液压油不能正常流动,管路上存在节流或阻尼较大。
(2)系统主油泵工作压力调整不一致, 助卷辊液压系统为四台变量柱塞泵并联同时向液压系统供油。若其中的一台泵的工作压力输出值大于另外三台泵时,会出现只有这一台泵向系统正常供油,而另外三台泵供油不正常,或不断地在泵体内进行自循环,从而造成泵体不断发热,使系统油温不断升高。
(3)泵或阀的内泄也是造成油温升高的重要原因之一。无论是泵或阀,在产生内泄时,由于摩擦产生大量的热量,把热量传递给油液,必然会造成系统温升。
4 卷取机助卷辊液压伺服控制系统故障预防措施
4.1 助卷辊液压缸震荡和助卷辊不能压靠或压靠时间过长对策及措施
助卷辊液压缸出现震荡现象时,对液压系统危害很大。如何预防震荡产生,出现震荡后如何消除,按照设备的维护保养惯例,应该是预防为主,消除为辅。根据1580带钢厂场的实际经验,对助卷辊液压缸震荡和助卷辊不能压靠或压靠时间过长产生的预防措施主要有以下几点:
(1)伺服阀使用寿命满1年或发现零偏电流值达到1mA以上的时候,应该及时清洗或修复伺服阀;定期对伺服阀做阶跃响应试验。日常做响应试验时,就会及时发现伺服阀的阀芯是否有磨损,如果发现问题,应该及时清洗或修复伺服阀。
(2)定期对伺服系统的油品进行化验,如果油品的清洁度等级低于NAS5级时,应该马上对液压系统的过滤器进行更换,以防止有大颗粒进入伺服阀的先导阀芯,造成卡阻导致的伺服阀震动。
(3)定期对助卷辊液压缸及传动机构进行检查紧固,发现有卡阻、松动、间隙过大等情况时及时处理;定期标定卷筒卷径、助卷辊水平度、助卷辊与卷筒之间的径向间隙。避免因机械装配产生震荡。
(4)定期对伺服阀反馈系统的电缆进行检查,采取措施预防由于外界强磁场、电场对反馈系统造成干扰产生震荡。
(5)定期对系统的接线、磁尺进行紧固,避免由于螺丝松动造成电阻非正常偏高出现反馈信号错误或输出信号错误产生震动。
如果助卷辊液压伺服控制系统出现了震荡或不能压靠等故障,根据1580带钢厂多年的现场经验,结合操作画面助卷辊辊缝给定值和反馈值曲线、液压缸实际测量压力和反馈压力、伺服阀零偏、零漂程度曲线,按照以下顺序进行故障排查和处理:
(1)观察助卷辊压靠过程中有没有出现明显的超调,因为这是最容易观察到的现象,并对伺服系统的增益进行下调,调整范围以不出现超调为准。同时对系统进行响应测试,可消除由于增益不当产生的震荡。
(2)检查给定、反馈线路的螺栓连接有无松动现象,并进行适当紧固,可消除由于信号干扰产生的震荡。
(3)检查报警,如果有伺服系统报警,先分析是什么原因,如果是反馈电缆出现问题,应该及时更换,可以消除由于反馈系统产生的震荡。
(4)如果没有报警,反馈也正常,就需要对伺服阀做响应测试,如果测试的时候,测试曲线有跳跃式动作,说明先导阀或主阀芯有卡劲的现象,应该清洗或修复伺服阀。这样可以消除由于伺服阀故障产生的系统震荡。
(5)如果由于系统压力偏低或助卷辊两端水平等机械原因引起的震动,这种震荡表现为无规则震荡,有时候很难捕捉到,需要对助卷辊两端垂直水平度进行测量标定、对所有相关机械设备是否有松动或间隙过大的部位逐一检查消除隐患。
4.2 减少助卷辊液压冲击对策及措施
(1)在保证钢卷卷型质量的前提下,在卷取2-5圈产品过程中,尽量减小踏步步距,在卷完5圈后,下调助卷辊打开过程中比例增益设定值,使助卷辊缓慢打开。
(2)合理规划尽量减少液压管道长度,减少冲击波传播的距离,在不影响阶跃响应速度前提下,从阀台到油缸之间增设胶管连接缓解冲击。
(3)定期标定油缸无杆腔溢流阀压力在23MPa;在液压冲击源阀台前设置蓄能器。
(4)合理调整伺服阀的零漂范围,以减少液压冲击带来的危害。当供油压力在设定范围18.9Mpa-23.2Mpa内变化时,零漂应小于0.62Mpa;当回油压力在0-6.3Mpa范围内变化时,其零漂应小于0.62Mpa;当控制电流在0-10mA范围内变化时,零漂应小于0.4mA。
4.3 液压系统温度过高,影响系统性能的对策措施
(1)利用检修等时间清洗冷却器滤网,将冷却器解体后作除垢清洁处理。工作状态中适当提高冷却水压力、流量,强化冷却效果。
(2)利用检修时间将主液压泵工作压力调整为一致,在调整泵压力时,应将四台工作泵的压力调整在规定的压差范围内,压力值相对差不超过2%。
(3)定期标定泵上溢流阀或阀台上溢流阀、减压阀的设定值,检查控制阀是否有内泄等, 更换不能调整或已损坏的液压元件。
(4)使用测温仪测量管路温度,检查消除管路和阀组中非正常溢流、节流和阻尼现象。
5 结束语
某钢铁有限公司1580带钢厂卷取机助卷辊液压伺服控制系统经过检修时间和平时的维护,已经实现以预防为主,对系统溢流阀、伺服阀、助卷辊辊缝、卷筒涨径进行定期测试标定,使得液压系统工作时的稳定性能得到明显提高,系统温升、振动冲击等故障都得到了较好的控制。通过近几年对助卷辊液压伺服控制系统的维护,大大提高了设备的运转周期,大幅度降低了助卷机故障时间,为提高我公司带钢产量及成材率提供了有力的保障,给公司带来可观的经济效益。
参考文献
【1】MOOG公司伺服阀说明书.
【2】某钢铁公司带钢厂工艺指导书.
【3】曹鑫铭.液压伺服系统[M].北京:冶金工业出版社,1998.
【4】赵应樾.液压控制阀及其修理[M].上海:上海交通大学出版社,2002.
【5】王懋瑶.液压传动与控制教程[M] .天津:天津大学出版社,1998.