
李胜强
(新疆八一钢铁股份有限公司炼铁厂,新疆 乌鲁木齐 830022)
摘 要:本文结合八钢新区 ABC高炉直吹管的特点和 2022年度以前直吹管送风装置的烧穿事故,分析了其对高炉生产和安全的影响,通过对直吹管使用过程中发红的控制,以及残骸烧损的诊断、分析,制定了针对性的防范措施,延长了直吹管的使用寿命、有效杜绝了直吹管烧穿事故的发生,并取得了较好的效果。
关键词:直吹管;烧穿;煤枪磨损
引言
随着高炉不断大型化的发展,对配套送风装置的要求也越来越高,要求直吹管能够承受更高的负荷,耐受更高的温度。伴随着生产能力的提升,直吹管发红与烧穿的现象也屡屡发生。在2019年至2022年期间,八钢 2500 m3高炉就发生了多次直吹管发红,甚至烧穿的事故,为了防止事故的扩大化,炼铁厂不断的改进装置参数,同时制定预防措施,有效遏制了事故的发生。
1 八钢高炉直吹管结构
八钢新区 ABC 高炉均为有效容积为 2500 m3的大型高炉,每座高炉设置 30 个进风风口。高炉直吹管钢壳内部均采用全内衬浇筑耐火材料:即从直吹管端头至直吹管尾部法兰,内部耐火材料浇筑作业采取一次性完成,直吹管主要参数见表1。
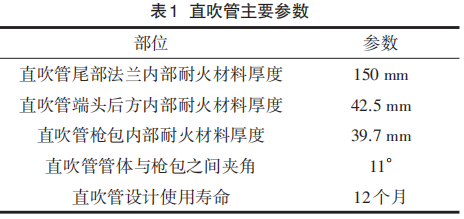
直吹管示意简图见图1。
2 八钢高炉直吹管烧穿统计分析
八钢高炉自2018年至2022年,共计发生14起直吹管烧穿事故,其中 A 高炉发生 4 起、B 高炉发生 3起、C 高炉发生 7 起。2019 年度直吹管烧穿频次最高,共计发生7起。
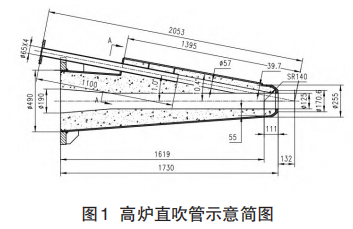
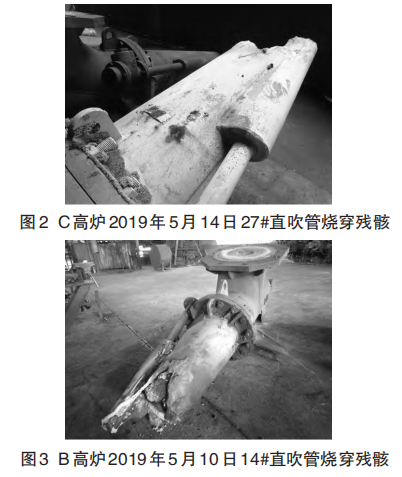
高炉直吹管烧穿的部位均为直吹管前段,烧穿的起始部位是直吹管枪包的前端[1]。从发现直吹管管体发红到烧穿,时间仅仅需要几分钟。如果高炉减风及时,直吹管只是前端部分烧穿;如果高炉减风时间较长,则整个直吹管除端头以外前半段全部烧损。例如C高炉2019年5月14日27#直吹管烧穿(图2、B高炉2019年5月10日14#直吹管烧穿(图3)。
3 高炉直吹管烧穿的原因分析
高炉直吹管烧穿,如果发现、处理不及时,损失则会非常严重。从直吹管烧穿部位将喷溅出大量燃烧的红焦炭及熔融的渣铁,该风口对面的设备将被烧损,尤其是电缆系统,烧损后恢复难度大。如果打水处理直吹管烧穿事故的人员站位不当,也会发生人员烫伤事故。热风从直吹管烧穿部位喷出,高分贝的噪音也会严重损伤处理事故人员的听觉系统。
高炉直吹管烧穿的原因,主要是直吹管内部浇筑的耐火材料出现氧化烧损、磨损,导致隔热能力下降,直吹管钢壳表面温度升高后钢壳强度下降,发生烧穿。导致直吹管钢壳温度升高的因素一般有以下几种因素:
(1)直吹管内部浇筑的耐火材料抗热性能不足、导热性提高、导热效果被强化。
(2)直吹管内部耐火材料浇筑过程中存在气隙,并且形成通道。直吹管内部的耐火材料浇筑过程中未进行有效振动,流体状的耐火材料中间存在气隙,直吹管钢壳与内部浇筑材料之间形成通道。
(3)直吹管安装过程中,直吹管端头与风口小套的加工球面没有紧密结合,密封性不好,存在跑风现象。
(4)风口喷煤的煤枪枪身中部磨损或者烧损,喷吹的煤粉直接将直吹管内部的耐火材料烧损或者磨损,导致直吹管钢壳磨损、磨漏。
4 高炉直吹管烧穿的发现及应急处理
正常生产时,看水工每班对在线的直吹管进行监控测温,针对不同的现象采取应对措施:
(1)一般情况下,高炉使用的鼓风经过热风炉加热之后,热风温度在1100±50 ℃左右,富氧率一般在3 %以下,直吹管钢壳表面温度均在 320 ℃以下。如果巡检发现直吹管钢壳表面温度上升至350 ℃以上,则应立即架设氮气或者压缩空气进行吹保降温,则可以杜绝直吹管烧穿事故的发生,然后利用高炉休风及定修机会,更换此温度超标的隐患直吹管。八钢高炉针对发红面积的大小,制作了一种专门的直吹管吹保降温装置。此吹保降温装置通过软连接快速接头与氮气气源连接,然后将此吹保装置固定在直吹管钢壳表面发红部位,依据发红面积的大小调整、控制合适的吹保氮气流量,以此降低直吹管钢壳表面温度,确保低于 100 ℃即可。同时,现场发现直吹管钢壳表面有发红现象,严禁直接采取打水降温措施,防止发红的直吹管钢壳遇急冷而炸裂,直接导致直吹管烧穿事故发生。
(2)如果巡检时,听到爆鸣声、看到火星喷出,发生直吹管烧穿,则立即使用事故打水管进行打水降温,即用 1.6 MPa压力的高压工业水对准烧穿部位进行打水降温,防止烧穿面积迅速扩大化,同时立即通知值班工长紧急减风、休风处理。高炉休风后,更换烧穿的直吹管。如果仅烧穿一个风口的直吹管,休风之后处理事故需要的时间较短,约一个小时左右的时间可完成更换。例如 C 高炉 2019 年 5 月 14 日27#直吹管烧穿,休风更换只使用了68 min。
5 高炉直吹管烧穿的防范对策
根据八钢高炉直吹管的运行实际分析,合理管理直吹管的耐材制作、备件管理、设备安装及日常检查,可有效提高直吹管使用寿命。
(1)直吹管内部的浇筑料需使用抗热性能好的耐火材料。直吹管内衬耐材主要性能指标必须高于以下的技术要求:
浇筑料抗折强度 :110 ℃ × 24 h ≥8.0 MPa 1400 ℃×3 h ≥10.5 MPa
浇筑料耐压强度:110 ℃ ≥45 MPa
浇筑料线变化率:1500 ℃(燃烧后) 0.05 %
体积密度(1500 ℃)≥2.1 g/cm3
浇筑料耐火度:≥1790 ℃
浇筑料化学成分:Al2O3+SiO2≥92 %
(2)直吹管内部的耐火材料浇筑前必须充分搅拌均匀、浇筑过程中进行有效振动,防止流体状的耐火材料中间存在气隙。直吹管制作过程中,内部的浇筑料烘烤作业,必须严格按照规定的温度曲线进行操作。
(3)备用的直吹管存储在带盖仓库内,不得受潮、雨淋。定置堆放、运输过程中应保证平稳安全,轻取轻放。
(4)直吹管安装过程中,端头涂抹耐高温密封胶,与风口小套的加工球面紧密结合,确保密封性良好。
(5)遇到高炉休风或者定修,高炉开风后,安排专人监控直吹管安装工作。如果出现直吹管端头与风口小套结合面之间跑风情况及时调整,杜绝跑风加剧,导致直吹管端头与风口小套之间结合面喷溅渣铁,引发直吹管烧穿事故发生。
(6)风口煤枪喷煤状况定期进行巡检,发现煤枪在直吹管内部漏粉,立即将该破损的煤枪停煤吹扫。
(7)风口喷煤枪严格按照规定的使用周期进行定期更换,杜绝超周期使用喷煤煤枪。
6 结论
综上所述,可以得出以下结论:(1)直吹管发红、烧穿的原因主要有耐火材料差、安装不规范、喷煤枪故障等;(2)强化直吹管的日常检查、监控制度的执行,直吹管发红后及时采取吹保措施,可有效延长直吹管寿命,防止事故的扩大化;(3)采取提高耐火材料性能、强化耐材浇筑步序管理、优化直吹管备件管控,提高安装质量和喷煤枪检查制度等措施后,高炉直吹管发红和烧穿问题都得到了有效的解决,杜绝了直吹管烧穿事故发生,降低了高炉工艺休风率,保障了操作工人身安全。2022 年以后八钢 2500m3高炉再未发生过直吹管烧穿事故。
参考文献
[1]余水生,黄日清.高炉直吹管烧穿调查及其改进[J]. 柳钢科技,2009(3):7-9.