
杨永强,张建龙,杨小兵
(酒钢集团宏兴股份公司不锈钢分公司,甘肃 嘉峪关 735100)
摘要: 不锈钢 110 t 转炉自动化控制系统采用西门子 S7 - 300PLC 进行启动、停止、故障等逻辑控制,2 套交流西门子变频器完成电机的闭环动态调节,2台电机采用主从控制方式保证负荷平衡。2 台变频器与 PLC 之间采用 Profibus - DP 通信。主要针对转炉倾动系统运行过程中存在的问题,重点阐述了倾动变频控制系统升级优化改造方案,基于西门子新一代变频器 S120 为核心升级转炉倾动控制系统,通过组建新的控制方式解决双驱动倾动系统运行中相互拖拽、抱闸控制方式不可靠、转炉点头等问题,提升控制精度,达到增强设备安全稳定运行的目的。实践表明改造优化后的转炉倾动控制系统动态响应速度快,系统安全性更高,能够满足转炉冶炼工艺对于安全性、稳定性、可靠性、高效性、精确性控制的要求。
关键词: 倾动双驱动系统; 拖拽; 抱闸控制; 安全稳定运行; 动态响应
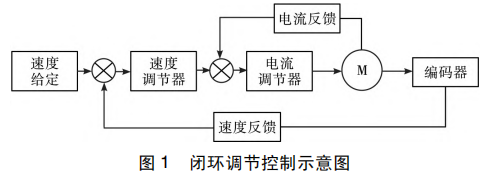
酒钢不锈钢炼钢转炉悬挂于拖圈驱动侧耳轴上,双电机驱动,采用一拖一变频控制方式。设计有一个内部的电流调节环和外部的速度调节器。在正常情况下两台电机的操作仅有一个速度调节是主调节,第二个为从属。两驱动之一被选择为默认的主调节器,一旦出现故障另一驱动调节器将变成主调节器。转炉倾动的变频控制采用的是速度闭环控制,通过变频器内部速度计算值与实际速度编码器检测值比较来控制转炉倾动 (见图1 ) 。转炉倾动变频器和主 PLC 采 用PROFIBUS - DP 通信方式,PLC 可以从变频器上读取状态字以及所需要的数据,同时还可以写入控制字到变频器中。正常冶炼主要采用双变频双电机运行,任一台故障时,单电机驱动亦能满足生产需要[1-9]。
1 转炉倾动系统基本情况及运行过程中存在的问题
1. 1 倾动系统硬件方面存在的问题
110 t 转炉倾动采用两台西门子 6SE70 系列变频器一拖一控制两台 200 kW 电机驱动,应用主从控制方式保证负荷平衡。经多年使用其核心部件已经进入严重老化阶段,系统抗干扰能力降低,变频器故障率逐年升高,维护成本高昂。
1. 2 倾动系统原设计存在的缺陷
双驱动主从控制存在相互拖拽现象,从而导致两台电机转矩不平衡,启停瞬间电流峰值能够达到 750 A左右,运行中电流偏大不平稳。单电机驱动倾动较双电机电流反而偏小。倾动电机与减速机之间鼓形齿式联轴器频繁打齿。原设计倾动电机抱闸采用 PLC 控制,在 75° ~ 80°倾动转炉时,抱闸打开、关闭瞬间,转炉本体存在明显抬头晃动现象。6SE70 变频器未装 SLB板卡,未实现通信主从数据传输,装置之间模拟量信号通道传输数据未形成交互,因此原系统主从控制方法不适用转炉刚性系统主从传动应用,存在很大的设计缺陷。
为确保设备可靠运行、降低维护成本、提升设备控制精度,转炉倾动控制系统改造优化基于西门子 S120系列变频器构建,改变控制方式升级优化,实现双变频双电机驱动转炉平稳运行。
2 转炉倾动控制系统改造优化策略
110 t 转炉倾动控制系统改造优化基于安全性、稳定性、可靠性、精确性的要求,依据原设计 6SE70 整流加逆变硬件结构,本次改造优化采用 S120 变频器整流加逆变形式。
转炉倾动两台电机与减速机构为同轴齿轮啮合刚性连接,首先两台倾动电机之间要进行均匀的负荷分配,使其同步带载转矩保持一致,确保两台倾动电机同步运行、同步停止,从而平稳运行。针对两台变频器独立控制的倾动电机,其变频装置的同步输出转矩应保持一致,满足系统负荷平衡要求。其次对转炉倾动主从控制原理、系统控制逻辑进行了适宜性设计,功能涉及转炉倾动两台电机任意主从切换控制,事故模式下单电机单独运行。
2. 1 转炉倾动主从控制设计
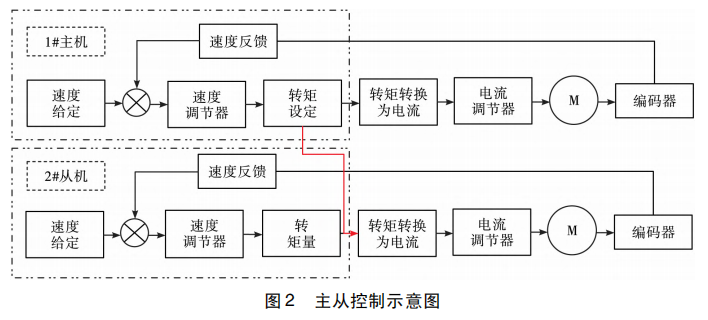
转炉倾动电机的控制方式为闭环矢量控制,为达到两台倾动电机转矩输出同步的要求,采取一主带一从控制方法,即其中一台电机变频器为主机,另一台电机变频器为从机,运行时接收主机转矩控制,见图 2。主机采用编码器反馈的速度闭环控制,使变频器对电机实际转速、转矩实时调节以保证系统的控制精度及稳定性。通过变频器间的通信完成数据快速交换,使从机接收主机的设定转矩,同步跟随主机的转矩输出,从而达到两台电机的出力保持平衡。
从机接收主机转矩控制需通过 SINAMICS Link 通信将主机的主从状态、转矩设定、抱闸打开等信号分别发送至从机,完成主从系统控制。SINAMICS Link 通信是西门子专有的具备等时同步功能的通信网络,它能实现两台控制单元间的直接数据交换,将数据交换延时限制在 1ms 以内。两台变频器 CU120 控制单元通过选件板 CBE20 使用 DRIVE - CLIQ 电缆串联组成 SINAMICS Link 网用以完成装置之间数据的快速交换。
考虑转炉倾动的工艺特殊性,最大程度保障转炉倾动运行平稳、安全可靠要求,针对可能出现某一变频器及电机故障情况,设计采用主从任意切换方式控制。
当 1#变频器或电机出现故障时,切换 2#变频器为主; 当 2#变频器或电机出现故障时,切换 1#变频器为主,同一时间只能有一台变频器为主机,另一台为从机,若两台设备均存在故障,则 PLC 控制转炉系统停机。借助 DCC( drive control chart) 自由使用的控制块、算法块以及逻辑块对设备功能进行图形化配置和扩展,完成转炉倾动两台电机任意主从控制功能。转炉倾动的主/从控制指令通过 WINCC 画面电机选择信号控制。
通过 WINCC 画面选择按钮的先后顺序,确定哪台电机为主,哪台为从。选择一台电机时则该电机被设为主机; 两台电机投用时,先选择的电机为主机,后选择的电机为从机[10-15]。
2. 2 抱闸打开、闭合控制
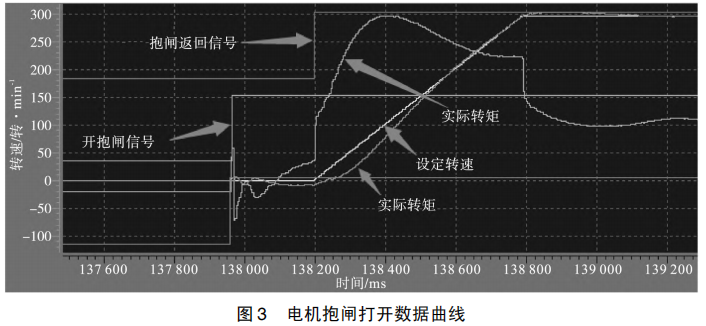
倾动抱闸控制以 SINAMICS S120 变频器扩展抱闸控制技术为基础,对抱闸控制采用一种全新稳定可靠方式完成转炉抱闸的安全控制。在变频器速度设定使能、抱闸未打开、操作运行期间,通过对系统预设,先建立一个开抱闸命令信号,此时速度设定暂时为 0 速,待抱闸动作时间到达后,抱闸实际有效打开,设定速度使能,同时变频器直接输出一定的可控附加转矩,保证抱闸打开一瞬间,转炉不点头不晃动,使电机在抱闸打开同时变频器已经输出了足够的转矩克服负载重力,从而稳定运行。图 3 所示为转炉实际抱闸打开的数据曲线,实际验证了本次项目升级改造方案的正确性和可行性。
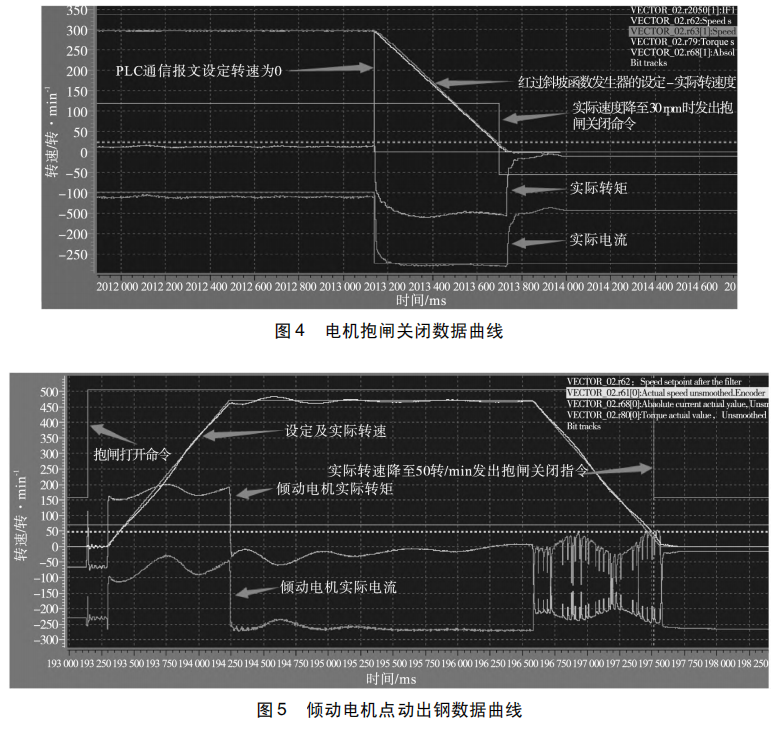
从生产方面考虑,转炉系统平稳、准确及快速停车制动是生产的基本要求。若能完全依靠电气制动将设备速度降为零( 静止状态) ,再通过机械抱闸制动是最理想的。尤其是转炉倾动在出钢角度范围频繁点动出钢操作时,希望在发出停止指令后转炉能在最短的时间内静止,尽可能地减少炉渣随钢水倒入钢水包。在停止运行时,希望使电机能在最短的时间内静止,除了尽量减少变频器停车斜坡时间外,采取电气加机械抱闸相结合制动方法快速平稳制动停车。如图 4 及图 5所示,当设定转速为 0 后,先由变频器控制电机快速制动,待电机实际转速降至低速时,发出抱闸关闭命令,完成系统平稳、快速停车制动。
3 转炉倾动控制系统改造优化后运行效果
新系统实现任意切换主机从机,当两台电机投入主从并确定后,仅有一台为主机,另一台为从机,其中主机为双闭环控制,工作在速度环、电流环,从机为速调转矩积分控制,跟随主机速度环工作在转矩控制模式。下面以单电机为例从六个方面说明转炉倾动控制系统改造优化后运行实际效果。
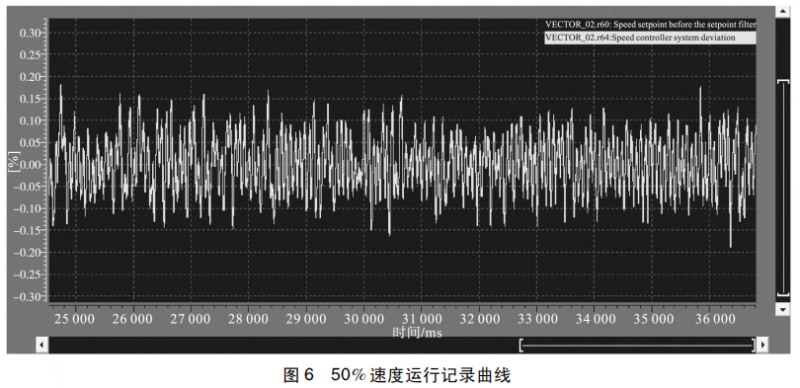
3. 1 单电机速度精度
图 6 以 50% 速度单电机运行情况,波形如下,速度偏差为 y 轴,由曲线可知实际速度偏差为 ± 0. 2% ,电机速度调节精度完全能够满足生产需求。
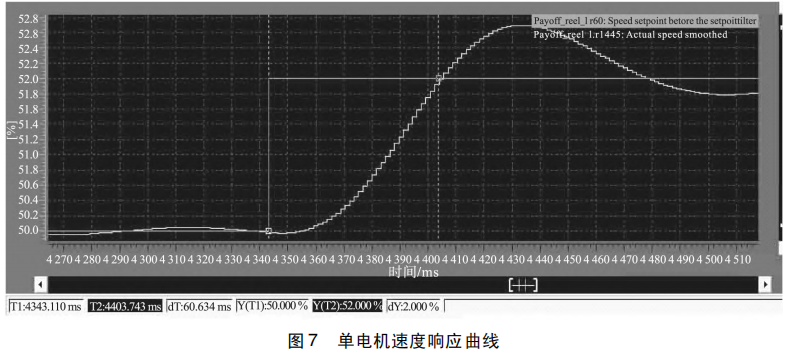
3. 2 单电机速度响应
在无任何转矩预控的情况下,在主斜坡函数发生器后面加上 2% 的速度阶跃信号,x 轴方向速度阶跃开始到实际值到达设定的时间,速度响应时间小于 60 ms,图 7 为单电机速度响应曲线。
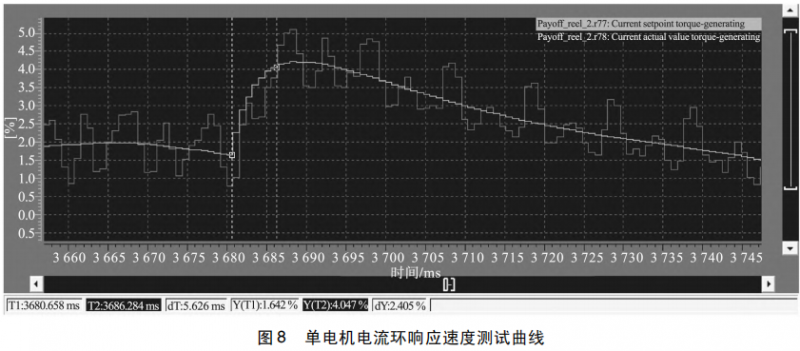
3. 3 单电机电流环响应速度
定义 5% 的附加转矩,观察电流环响应速度,阶跃产生到实际电流到达设定的时间,电流环响应时间小于 10 ms。图 8 为单电机电流环响应速度测试曲线。
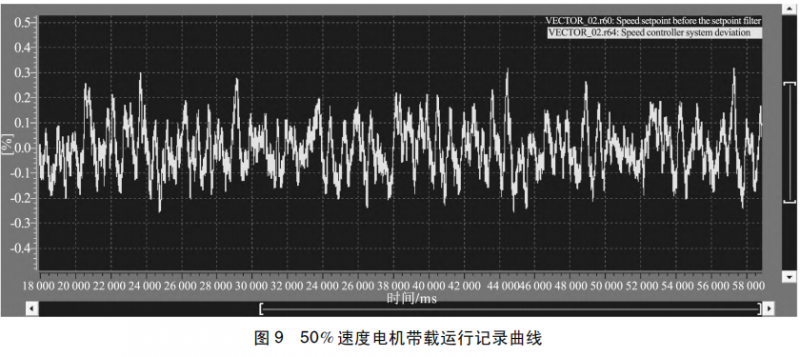
3. 4 单电机为主带载速度精度
图 9 为 50% 速度电机带载运行记录曲线,速度偏差为 y 轴,波形如下。由曲线可知实际速度偏差为± 0. 4% 。
3. 5 单电机为主带载转矩精度
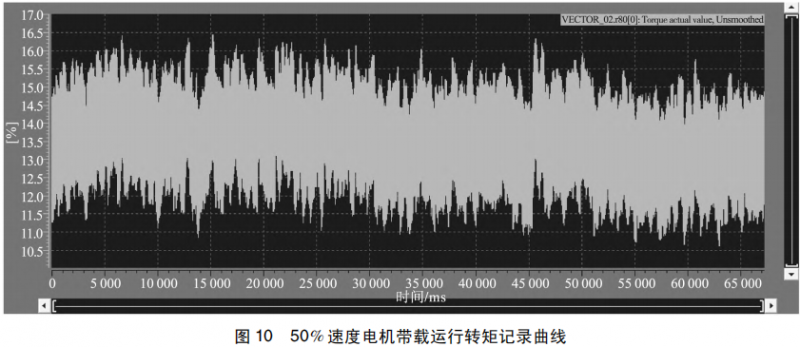
图 10 为 50% 速度电机带载运行转矩记录曲线,转矩偏差为 y 轴,波形如下,由曲线可知实际转矩精度为± 3% 。
3. 6 带载抱闸实际控制效果
图 11 为生产时转炉倾动启动实际速度曲线。由曲线可知转炉带载启动抱闸打开后速度超调为 0. 56% 。
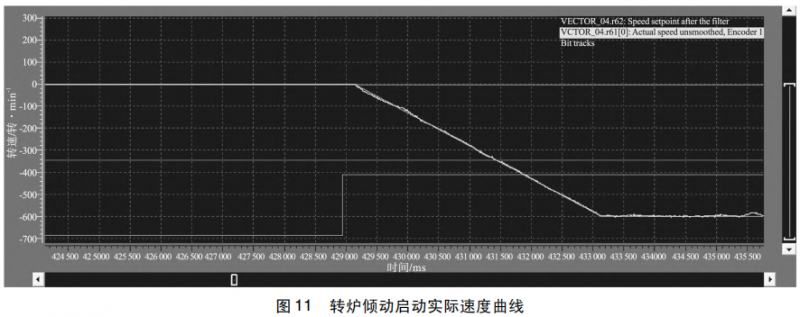
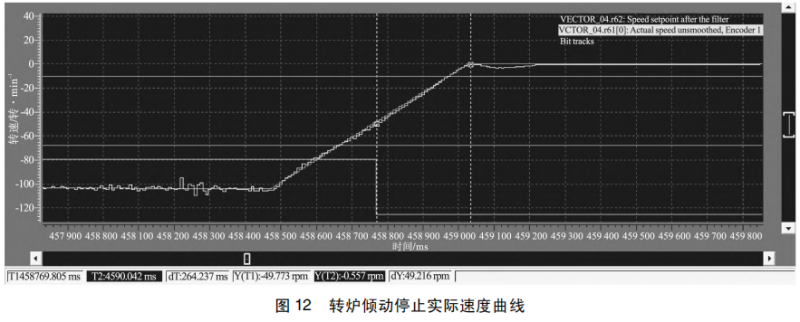
图 12 为生产时转炉倾动停止实际速度曲线,由曲线可知转炉停止时,实际转速降至 50 rad /min 发出抱闸关闭命令,实际转速降至 0 速后转速超调为 0. 4% 。
4 结 语
本文主要介绍基于 S120 变频器升级改造的转炉倾动控制驱动系统,实践表明改造优化后的转炉倾动控制系统实现了真正意义上的主从控制,动态响应速度快,系统安全性更高,能够满足转炉冶炼工艺对于安全性、稳定性、可靠性、高效性、精确性控制的要求,对于转炉倾动控制系统的设计及推广应用具有实际性指导意义。
参考文献
[1]阮 毅,陈伯时. 电力拖动自动控制系统[M]. 北京: 机械工业出版社,2019.
[2]徐清书. SINAMICS S120 变频控制系统应用指南[M]. 北京: 机械工业出版社,2014.
[3]桂立波,徐慧明. 西门子 S120 变频器在转炉中的应用[J]. 冶金设备,2023( 6) : 117 - 120.
[4]童想胜,张伟旗. 大型转炉倾转控制系统设计改进及其优化 [J]. 中国铸造装备与技术,2022,57( 6) : 47 - 51.
[5]张大智. 基于新型变频的倾动电机力矩平衡控制方法[J]. 冶金自动化,2020,44( 4) : 81 - 84.
[6]曹 辉. 转炉倾动控制的一种新思路[J]. 冶金自动化. 2017,41( 6) : 66 - 69.
[7]郝喜国. 转炉倾动电气控制系统的设计与应用[J]. 自动化 应用,2016( 11) : 42 - 44.
[8]任朝晖. 基于西门子 S120 变频器的转炉倾动控制系统[J]. 自动化应用,2016( 2) : 54 - 56,74.
[9]李继光. 西门子 S120 变频器在转炉倾动系统上主从控制的简单应用[J]. 科技视界,2015( 36) : 111 - 112.
[10]韦 磊. 西门子 S120 变频器在转炉倾动上的应用[J]. 机电信息,2015( 9) : 42 - 43.
[11]任朝晖. 基于西门子 PLC 的转炉倾动控制系统[J]. 中国 科技信息,2015( 6) : 103 - 105.
[12]成少强,朱美玲,董志义. 基于变频器控制的转炉倾动系统 [J]. 自动化与仪器仪表,2014( 11) : 86,89.
[13]谭建军. 转炉倾动系统传动及控制[J]. 电子世界,2013 ( 16) : 80 - 81.
[14]孟 伟. 转炉倾动控制系统的研究与应用[J]. 信息技术与信息化,2013( 3) : 66 - 68.
[15]王 民. 120 吨转炉炉倾传动 PLC 抱闸控制系统应用研究 [J]. 数字技术与应用,2013( 5) : 134.