
马 登1 吴 伟2
( 1. 江苏永钢集团有限公司,江苏 张家港 215628; 2. 钢铁研究总院 冶金工艺研究所,北京 100081)
【摘要】 对比研究了国内钢厂 120 t 转炉供氧制度和底吹工艺的优化实践以及智能冶炼和冶炼新工艺的应用实践。结果表明: 适用于 120 t 转炉的氧枪喷头孔数为 5 个; 120 t 转炉底吹系统通常配置 4 ~ 8 支底吹管路,通过提高转炉底吹强度,可降低炉渣 FetO 含量和钢水终点磷含量; 副枪和投弹仪均可应用于 120 t 转炉,但副枪与转炉炉口的有效距离需大于 400 mm。
【关键词】 转炉;复吹;智能冶炼工艺
转炉炼钢是目前世界上最主要的炼钢 方法,国内已建设了众多炼钢转炉。作为冶炼成本控制的关键环节之一,转炉炼钢成本控制和冶炼效率提高是钢铁企业提高经济效益的最主要途径,因此业内已研究和开发了多种转炉高效冶炼工艺。本文对比研究了国内 120 t 转炉高效冶炼工艺,为降低转炉冶炼成本、提高冶炼效率提供参考。
1 顶吹供氧制度优化实践
供氧制度主要包括氧枪喷头结构、供氧压力、供氧强度和氧枪枪位。供氧制度优化是提高转炉生产效率的重要手段之一。
马钢第一钢轧总厂为解决转炉冶炼过程存在的供氧强度低、冶炼周期长、钢铁料消耗高和一倒磷含量高等问题,对 120 t 转炉的氧枪喷头进行了优化,将氧枪喷头孔数从 4 孔改为 5 孔,氧枪喷头马赫数从 1.98 提高至 2.05,喷孔夹角从 12.0°增至 13.5°,并缩小喉口直径和出口直径,提高设计氧压,供氧强度从 2.98 N·m3 /( min·t) 提高至3.39 N·m3 /( min·t) ,如表 1 所示[1]。根据马钢相关研究报道,使用 5 孔氧枪喷头冶炼时,吹氧时间从 911 s 缩短至 783 s,脱磷率从 81.52% 升至85.31% ,终渣全铁质量分数从 18.59% 降 至15.84% ,铁水消耗从 874 kg /t 降至 852 kg /t。

福建三钢针对 120 t 转炉冶炼过程出现的喷溅、炉渣返干等问题,对氧枪喷头参数进行了优化,将氧枪喷头马赫数从 1.99 提高至 2.02,设计氧压从 0.92 MPa 降至 0.85 MPa,增大喉口直径和出口直径,供氧强度从 3. 26 N·m3 /( min·t)升至 3. 48 N·m3 /( min·t) ,如表 2 所示[2]。使用优化后的 5 孔氧枪喷头冶炼时,炉渣化渣效果提高,吹炼时间缩短了 0. 16 min,炉渣全铁质量分数从 13. 88% 降至 12. 59% 。

安阳钢铁为改善 120 t 转炉冶炼状况,将氧枪喷头孔数从 4 孔改为 5 孔,并对氧枪参数进行了优化,如表 3 所示[3]。经过优化后,氧气消耗从61.5 m3 /t降至 59.7 m3 /t,供氧时间从 14.7 min缩短至 12. 9 min,石灰消耗从 31.8 kg /t 降至29.7 kg /t,一倒去磷率从 79.1% 增至 84.4% ,终渣平均全铁质量分数从 17.2% 降至 15.6% 。

广东阳春新钢铁将 120 t 转炉的供氧强度从3.15 N · m3 /( min · t ) 提高至 3.30 N · m3 /( min·t) ,同时增大氧枪喷头的喉口直径和出口直径,增大喷孔夹角,如表 4 所示[4]。氧枪喷头优化后,平均供氧时间从 902 s 缩短至 848 s,氧气消耗从 51.7 m3 /t 降至 49.3 m3 /t。

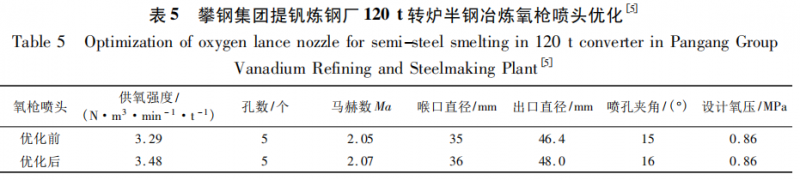
攀钢集团提钒炼钢厂为提高 120 t 转炉半钢 冶炼效率,对氧枪喷头参数进行了优化,如表 5所示[5]。使用优化后的氧枪喷头进行冶炼时,供氧强度从 3.29 N·m3 /( min·t) 提高至 3.48 N· m3 /( min·t) ,吹氧时间缩短了 56 s,终渣全铁质量分数从 20.13% 降至 19.43% 。
通钢通过冷态试验,将直孔型四孔铸造喷头氧枪改为拉瓦尔氧枪,优化后氧枪喷头参数如表6 所示[6]。生产实践表明,氧枪喷头优化后,供氧时间为 15.6 min,氧气消耗为 54.69 m3 /t。

中天钢铁[7-8]将氧枪流量从 28 000 N·m3 / h提高至 33 000 N·m3 / h,同时增大了出口直径和喉口直径,并减小了喷孔夹角,如表 7 所示。同时将废钢比从 17.8% 提高至 25.0% ,转炉吹氧时间从 15.0 min 缩短至 13.5 min 以内,吹氧时间至少缩短 1. 5 min。

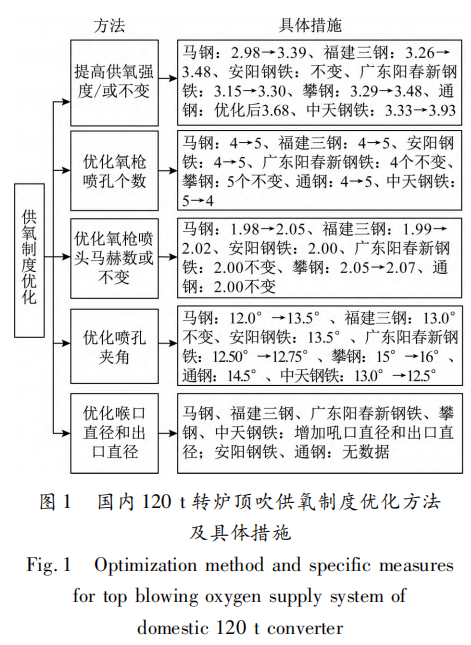
综合上述数据得到了国内 120 t 转炉顶吹供氧制度的优化方法及具体措施,如图 1 所示。由图 1 可知,为提高转炉吹炼效率,多数企业采用适当提高供氧强度、将氧枪喷头孔数从 4 孔调整为 5 孔、适当提高氧枪喷头马赫数、增大喉口直径和出口直径、增大喷孔夹角的方法,其主要作用为:
(1) 在其他条件不变的情况下,适当提高供氧强度可缩短冶炼时间;
(2) 增加氧枪喷孔数量,从 4 孔调整为 5 孔可大幅度增加氧气射流的冲击面积,促进化渣及脱碳反应;
(3) 适当提高氧枪喷头马赫数,可以提高氧气射流速度,促进熔池反应;
(4) 适当增大氧枪喷孔夹角,可增加氧气射流与金属液的接触面积。
多数钢厂在提高供氧强度时,同时使用方法( 2) 、( 3) 或( 4) 以提高冶炼效果。马钢在采用方法( 1) ( 供氧强度提高 0.41 N·m3 /( min·t) ) 、( 2) ( 氧枪喷头孔数从 4 孔调整为 5 孔) 、( 3) ( 氧枪喷孔马赫数提高 0.07) 、( 4) ( 氧枪喷孔夹角增大 1.5°) 的条件下,吹氧时间缩短了 128 s,终渣全铁质量分数降低了 2.75% ,铁水消耗降低了22 kg /t,效果显著。
福建三钢采用方法( 1) ( 供氧强度提高 0.22 N· m3 /( min·t) ) 、(2) ( 氧枪喷头孔数从 4 孔调整为 5孔) 、( 3) ( 氧枪喷孔马赫数提高 0.03) 的条件下,炉渣化渣效果提高,吹炼时间缩短了 0.16 min,炉渣全铁质量分数降低了1.29%。
广东阳春新钢铁在采用方法( 1) ( 供氧强度提高 0.15 N·m3 /( min·t) ) 、( 4) ( 氧枪喷孔夹角增大 0.25°) 的条件下,平均供氧时间缩短了 54 s。
攀钢炼钢厂在采用方法( 1) ( 供氧强度提高0.19 N·m3 /( min·t) ) 、( 3) ( 氧枪喷孔马赫数提高 0.02) 、( 4) ( 氧枪喷孔夹角增大 1°) 的条件下,吹氧时间缩短了 56 s,终渣全铁质量分数降低了0.70% 。
此外,大幅度提高供氧流量,除了能够缩短吹氧时间,也会增加喷溅的风险和脱磷的难度。因此,中天钢铁在大幅度提高供氧强度的条件下( 供氧流量提高 5 000 N·m3 / h、供氧强度增加0. 60 N·m3 /( min·t) ) ,将氧枪喷孔夹角减小0.5°,不仅缩短了吹氧时间,还抑制了喷溅。
以上生产实践表明,适用于120 t 转炉的氧枪喷头孔数为 5 个,马赫数为 2.00 ~ 2.07,设计氧压为0.85 ~ 0.95 MPa,供氧强度最高可达 3.93 N·m3 / ( min·t) ,通过优化供氧制度,供氧时间缩短了 10 ~ 120s,终渣全铁质量分数降低了0.7% ~ 1.6%。
2 底吹工艺优化实践
转炉底吹气体对熔池的搅拌作用可显著改善熔池成分和温度均匀性,减少喷溅,加快脱磷、脱碳化学反应,降低冶炼终点钢水氧含量和炉渣FetO 含量[9]。常规转炉使用的底吹元件为毛细管式或环缝管式底吹元件。国内钢企已经广泛开展了底吹工艺优化的生产实践。
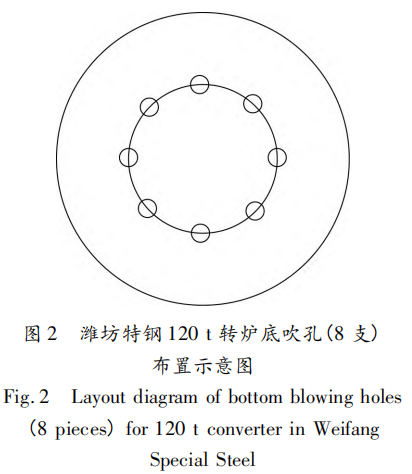
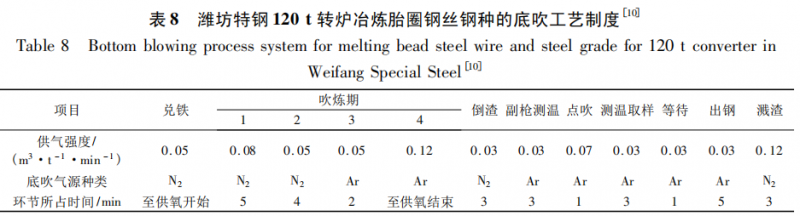
潍坊特钢集团有限公司开展了 120 t 转炉底吹工艺优化生产实践[10]。该转炉的 8 个底吹孔在炉底熔池 1 /2 半径处均匀环形排列,如图 2 所示,并将毛细孔砖式底吹元件改造成双环缝式底吹枪。以转炉冶炼胎圈钢丝钢种为例,冶炼各环节的底吹气源种类切换时间、气源流量和供气强度如表 8 所示。生产实践表明,底吹枪一次透气性达到 7 000 炉以上; 与底吹堵塞炉次相比,转炉底吹通畅炉次的定氧值同比降低了 8.2 × 10-6,终渣全铁质量分数降低了 1.02% ,铁水锰收得率提升了 2.7% 。
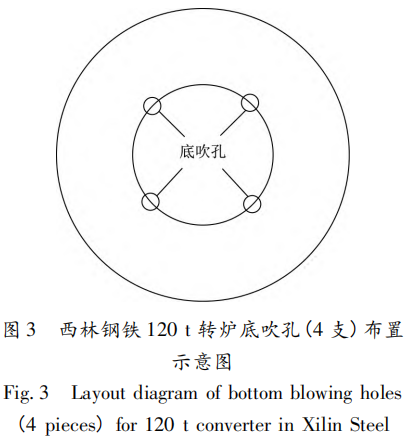
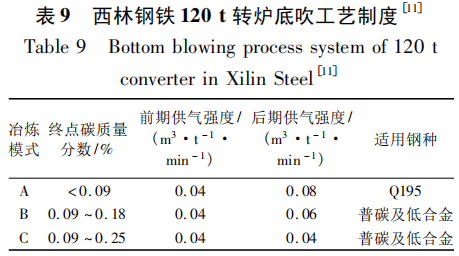
西林钢铁集团 120 t 转炉设置 4个底吹孔,均布置在工作层表面 1 804 mm 的同心圆上。底吹元件在熔池底部布置的圆周直径与熔池直径 D 的比值为 0.476D,将 4 个底吹元件分成两组,分布在出钢口与兑铁连线的两侧,每两支底吹元件夹角为90°,如图 3 所示。底吹元件采用环缝式喷枪,底吹工艺制度如表 9 所示[11]。通过采取严格控制终渣成分、加强终点控制、降低出钢温度、优化溅渣工艺、加强炉型控制等措施,转炉复吹炉役达到13 000炉,终渣平均全铁质量分数为 12% ,终点钢水残锰质量分数为 0.07% ~ 0.12% 。
为少渣炼钢脱磷工艺提供动力学条件,天津钢铁集团( 天钢) 炼轧厂将 120 t 转炉的底吹透气砖改为环缝喷枪,开发了适用于脱磷的底吹工艺制度,如表 10 所示,并通过采取炉底维护、终渣氧化镁控制、强化溅渣效果、强化溅渣枪位控制等措施,延长了环缝式底吹元件寿命,使复吹炉役达到12 000炉[12]。

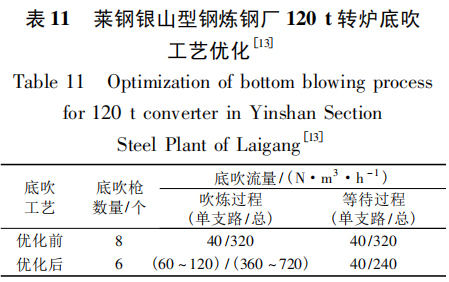
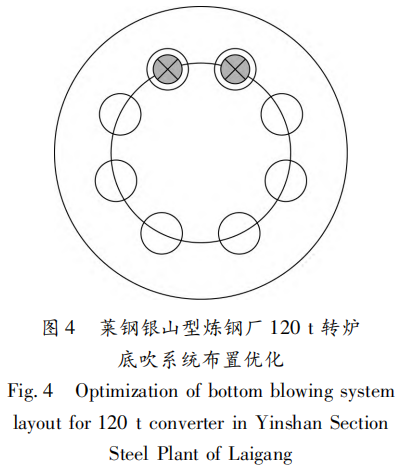
莱钢银山型钢炼钢厂通过优化 120 t 转炉的底吹供气模式,在原有8 个底吹枪基础上,去掉出钢侧的2 个底吹枪,提高其余6 个底吹枪的底吹流量( 表11 和图4) 。生产实践表明,底吹工艺优化后,终点磷质量分数从0.018 7%降至0.017 5%,炉渣全铁质量分数从13.81%降至13.10%[13]。
目前,国内钢铁企业主要采用双环缝式底吹枪和毛细管式透气砖作为炉底供气元件,两种供气元件的横截面示意图如图 5 所示。
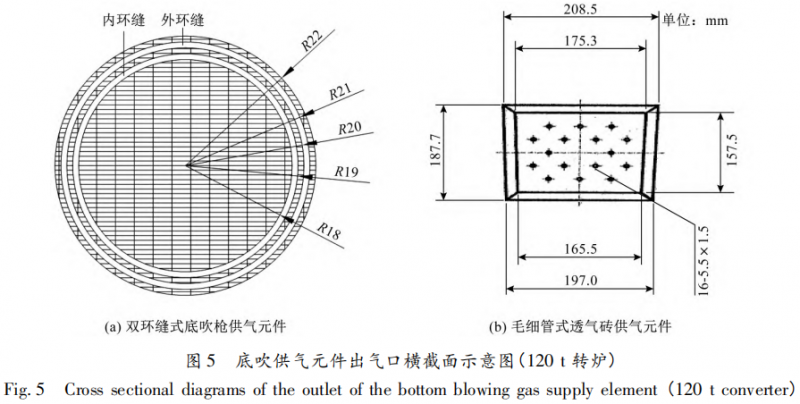
双环缝式底吹枪和毛细管式透气砖气体出口面积如表 12 所示。由表 12 可知,双环缝式底吹枪气体出口数量为毛细管式透气砖的 15% ,前者的气体出口总面积为后者的 2. 16 倍,单个气体出口面积为后者的 10 倍以上。

潍坊特钢、西林钢铁、天钢、莱钢等企业的生产实践表明,120 t 转炉底吹系统通常配置 4 ~ 8支底吹管路,通过开展优化底吹孔布置、提高转炉底吹强度的试验,将吹炼期的底吹强度提高至0.04 ~ 0.12 N·m3 /( min·t) ,使单支路底吹流量达到 60 ~ 120 N·m3 / h,可降低炉渣 FetO 含量和钢水终点磷含量,提高终点钢水残锰量。
在提高底吹强度( 底吹流量) 的同时,顶吹供氧制度也需要优化。要提高转炉的复吹效果,必须使氧枪喷头及底吹枪或透气砖的各项工艺技术参数达到最优。
马钢 120 t 转炉采用双环缝式底吹供气元件时,将供气强度逐步提高至 0.09 m3 /( t · min) [14],单支路底吹气体流量达到 50 ~ 70 N· m3 / h,并优化氧枪喷头参数,提高了复吹效果。
昆钢将毛细管式透气砖更换为双环缝式底吹供气元件[15],发现存在炉底和底吹元件维护难度大、渣线和倒渣面损伤大、冶炼周期长等问题,通过减小喷孔夹角并增加供氧流量,同时缩短供氧时间,使复吹同步炉龄从 4 230 炉提高至 17 182 炉,终渣全铁质量分数降低了 2.25% 。
智能冶炼工艺的应用实践智能冶炼工艺的应用借助于副枪系统和冶炼模型。120 t 转炉属于中小型转炉,根据炉体尺寸,优先选用副枪,在炉体尺寸不满足要求的条件下,可使用投弹式快速分析仪( 简称投弹仪) 。
通化钢铁于 2005 年引进了国外副枪系统和动静态模型,用于指导 120 t 转炉的冶炼操作,取得了缩短冶炼周期、提高生产效率的效果[16]。
2011 年,邯钢一炼钢厂在 120 t 转炉上安装副枪和动静态控制系统,在改善吹炼稳定性、减少补吹炉数、缩短转炉冶炼周期、提高劳动生产率、改善炼钢工作环境等方面取得了初步成果[17]。
莱钢银山型钢炼钢厂在 120 t 转炉上安装国外副枪系统,同时根据铁水温度、铁水硅含量等条件开发不同的操作模式,系统根据铁水硅含量、铁水温度,对二级服务器中模型进行甄选识别,选择能适用于当前原料条件的最优模型[13,18]。
2012 年,邯钢三炼钢厂在 120 t 转炉上安装投弹仪,用于对一倒钢水碳、磷含量和温度进行检测,并将数据用于校准智能化炼钢系统预报模型,实现了不倒炉出钢的新模式[19]。
阳春新钢铁也于 2019 年引进投弹仪,采用投弹式检测技术后,转炉终点控制准确性提高,且不需要操作员接近炉体,可取消或实现不倒炉出钢,为生产单位人员结构优化提供了空间,转炉生产效率提升了 10% ,人均产钢量从 1 000 t 提高到1 200 t[20]。
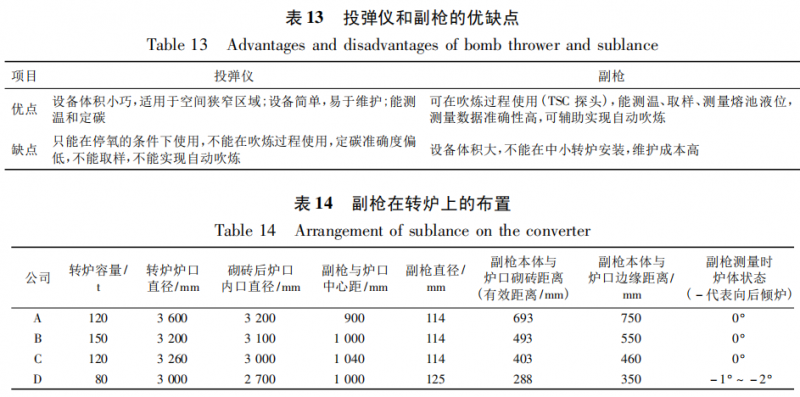
投弹仪和副枪的优缺点如表 13 所示。由表13 可知,相比投弹仪,副枪更节能降耗,但安装副枪所需空间较大。通过对比 4 家公司的副枪安装位置( 表 14) 可知,在正常吹炼条件下,副枪与转炉炉口的有效距离需大于 400 mm,副枪本体与炉口边缘距离大于 450 mm( 公司 A、B、C) 。若副枪本体与炉口的有效距离小于 400 mm( 公司 D) ,使用副枪时需将副枪枪体向炉后倾斜 1°以上,同时确保炉口结渣可控。
4 冶炼新工艺的应用
兰州资源环境职业技术学院在 120 t 转炉开展了后吹氩气搅拌工艺的工业试验,在转炉吹氧结束后并且炉体不动的情况下,采用底吹流量为800 N·m3 / h 的氩气搅拌钢液 5 min。试验结果显示,平均硫质量分数降低了 0.004% ,平均磷质量分数降低了 0.002% ,炉渣铁氧化物的质量分数降低了 4. 8% ,钢液平均温度降低了 10 ~ 20℃[21]。酒钢采用喷枪型底吹元件[22],在 120 t 复吹转炉上开展了高强度底吹 CO2 试验,底吹 CO2 流量最高为 800 m3 / h。试验结果表明,终点碳氧积平均降低了 1.4 × 10-4。钢铁研究总院开发了铁酸钙系脱磷剂并在 120 t 转炉上完成了 13 炉试验[23],试验结果表明钢水脱磷率达到 90% 以上。
此外,音频化渣工艺[24-25]、自动加料工艺[26]、激光侧厚技术[27]等工艺技术已应用于 120 t 转炉。
5 结论
(1) 适用于 120 t 转炉的氧枪喷头孔数为5 个,马赫数为 2.00 ~ 2.07,设计氧压为 0.85 ~ 0.95 MPa; 氧枪喷头优化后,供氧时间缩短了10 ~ 120 s,终渣全铁质量分 数降低了 0. 7% ~1. 6% 。
(2) 120 t 转炉底吹系统通常配置 4 ~ 8 支底吹管路,通过开展优化底吹孔布置、提高转炉底吹强度的试验,将吹炼期底吹强度提高至 0. 04 ~0. 12 N·m3 /( min·t) ,使单支路底吹流量达到60 ~ 120 N·m3 / h,可降低炉渣 FetO 含量和钢水终点磷含量,提高终点钢水残锰量。
(3) 副枪功能优于投弹仪,但在正常吹炼条件下,副枪与转炉炉口的有效距离需大于400 mm。若副枪本体与炉口的有效距离小于 400mm( 公司 D) ,使用副枪时需将副枪枪体向炉后倾斜 1°以上,同时确保炉口结渣可控。
(4) 自动加料技术、自动吹炼技术、吹炼终点自动控制技术、自动出钢技术等智能冶炼技术是120 t 转炉冶炼技术的发展趋势。
参考文献
[1]宋健,解文中,孙波,等. 120 t 转炉氧枪喷头参数优化与应用[J]. 炼钢,2022,38( 1) : 14-19.
[2]姜迪刚. 120 吨转炉氧枪喷头工艺参数优化[J]. 福建冶金,2020,49( 5) : 18-20.
[3]孙继 华. 120 t转炉氧枪喷头的设计优化[J]. 铸造技术, 2014,35( 6) : 1330-1331.
[4]赵龙. 120 t 转炉氧枪喷头改造及供氧参数优化[J]. 南方金属,2022( 1) : 44-47.
[5]陈均,刘荣蒂,梁新腾,等. 120 t 转炉氧枪喷头优化设计及工业应用[C]/ /第十八届( 2014 年) 全国炼钢学术会议. 西安:中国金属学会,2014: 1-7.
[6]张洪刚. 通钢 120 t 复吹转炉氧枪喷头改进的技术研究[D]. 沈阳: 东北大学,2009.
[7] 蒋鲤平,于飞. 120 t 转炉高效化冶炼工艺研究[J]. 河北冶金,2021( 7) : 46-49.
[8]张天,蒋鲤平,于飞,等. 120 t 转炉高供氧强度冶炼工艺开发[J]. 特殊钢,2021,42( 5) : 52-55.
[9]王新华,李金柱,刘凤刚. 转型发展形势下的转炉炼钢科技进步[J]. 炼钢,2017,33( 1) : 1-12.
[10]高旭,于瑞波,王怀刚. 120 t 转炉底吹系统的优化[J]. 山东冶金,2019,41( 5) : 76-77.
[11]徐维利. 西钢复吹转炉提高底吹寿命生产实践[J]. 黑龙江冶金,2014,34( 3) : 76-77.
[12]田志刚. 大底吹条件下提高转炉炉龄实践[J]. 天津冶金,2017( 4) : 8-11.
[13]薛志,郭伟达,李强笃,等. 转炉高效低成本智能炼钢新技术应用[J]. 山东冶金,2019,41( 2) : 4-7.
[14]牛金印,解文中,王勇,等. 马钢 120 t 顶底复吹转炉底吹工艺优化[J]. 江西冶金,2021,41( 5) : 43-47.
[15]杨春雷,张卫强,张继斌,等. 120 t 转炉高强度长寿命顶底复吹工艺优化及实践[J]. 云南冶金,2021,50( 2) : 117-121.
[16]关春立,王明春,刚占库. 通钢 120 t 转炉实现计算机自动炼钢的实践[J]. 钢铁,2007,42( 5) : 82-86.
[17] 张太. 邯钢 120 吨转炉副枪自动化炼钢技术的实施优化[J]. 中国高新技术企业,2013( 14) : 39-40.
[18]毕永杰. 智能炼钢技术在莱钢 120 t 转炉上的研究与实践[J]. 中国冶金,2010,20( 6) : 21-24.
[19]范佳,王彦杰,赵亮,等. 转炉投弹式副枪在邯钢三炼钢厂智能化炼钢系统中的应用[C]/ /河北省冶金学会冶金设备学术年会. 舞钢: 河北省冶金学会,2013: 193-196.
[20]周志勇. 投弹式副枪在阳春新钢铁 120 t 转炉的应用[J]. 金属材料与冶金工程,2020,48( 2) : 42-45.
[21]马琼,胡秋芳,冯捷. 120 t 复吹转炉吹氧后氩气搅拌工艺的冶金效果[J]. 特殊钢,2012,33( 5) : 38-39.
[22]魏国立,朱青德,胡绍岩,等. 120 t 复吹转炉高强度底吹 CO2工业试验[J]. 炼钢,2021,37( 3) : 10-16.
[23]WU W,YANG Q X,GAO Q ,et al. Effects of calcium ferrite slag on dephosphorization of hot metal during pretreatment in the BOF converter [J]. Journal of Materials Research and Technology,2020,9( 3) : 2754-2761.
[24]祝义,田斌,王振. 音频化渣技术在莱钢 120 t 转炉上的应用[J]. 硅谷,2011( 10) : 1-3.
[25]刘书超,王国栋,孙杰,等. 数据驱动的转炉智能吹炼控制系统的开发与应用[J]. 钢铁,2023,58( 9) : 92-103.
[26]陈宇. 自动加料技术在福建三钢 120 t 转炉中的应用[J]. 冶金与材料,2019,39( 2) : 84-85.
[27]李维,吴杰. 激光测厚系统在 120 t 转炉炉衬维护中的应用实践[J]. 天津冶金,2014( 4) : 15-19.