
许满兴 张天启
(北京科技大学) (铜陵市旋力特殊钢有限公司)
摘要:本文论述了配碳量对烧结矿质量(矿物组成和冶金性能)的影响,论述了燃料的燃烧性和燃料分加对烧结过程的影响,着重论述和分析讨论了燃料粒度对烧结过程和烧结矿质量的影响,並得出了几点有价值的结论。
关键词:低配碳;燃料粒度;高质量发展
1 配碳量对烧结矿质量(矿物组成和冶金性能)的影响
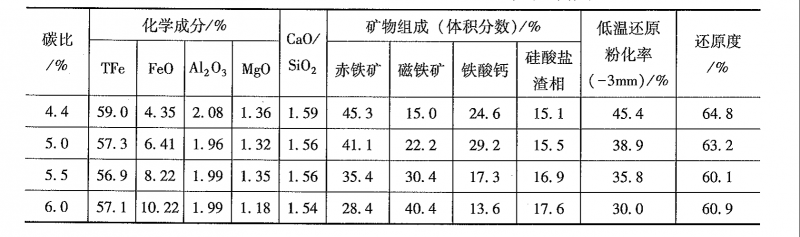
烧结料中配碳量决定烧结温度、烧结速度及气氛,对烧结矿的性质及矿物组成有很大的影响。 鞍钢铁精矿的烧结研究表明:当烧结矿碱度固定在1.5, 烧结料含碳量由3.0%升高到4.5%时,对烧结矿中铁氧化物总含量影响不大,而对黏结相的形态及矿物的结晶程度影响很大。当烧结料中含碳低时,磁铁矿的结晶程度差,主要黏结相是玻璃质,多孔洞,还原性比较好,而强度差;随着烧结料含碳量的增加,磁铁矿的结晶程度改善,并生成大粒结晶,这时液相黏结物以钙铁橄榄石代替了玻璃质,孔洞少,因此烧结矿强度变好。当配碳过多时容易生成过量液相, 形成大孔薄壁或气孔度低的烧结矿,此时烧结矿产量低,还原性差, 强度也不好。表 1-1 为某钢铁公司配碳量对烧结矿矿物组成及冶金性能的影响。
表1- 1 配碳量对烧结矿矿物组成及冶金性能的影响
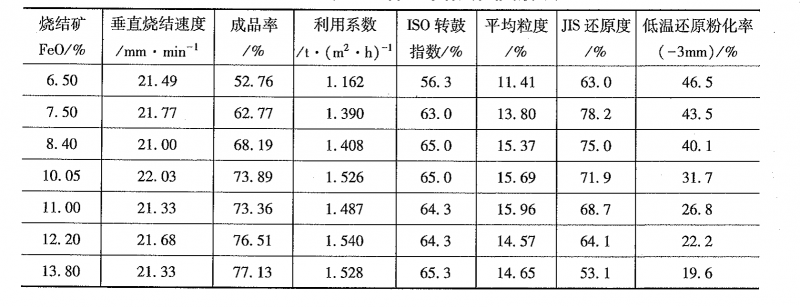
对一般铁矿粉烧结,烧结矿FeO含量随配碳量的增加而有规律地增加。 因此烧结矿FeO含量通常被用来评定烧结矿冶金性能。表1-2为烧结矿 FeO 含量与冶金性能的关系,从表可以清晰地看出,随着FeO含量的增加,烧结矿成品率、转鼓指数和烧结利用系数均明显增加,但烧结矿的还原度明显变差。此外烧结矿FeO含量高,意味着烧结固体燃料消耗高。
表1- 2 烧结矿 FeO 含量与冶金性能的关系
2 燃料的燃烧性及对烧结过程的影响
在烧结过程中,燃料(焦粉)为烧结提供热量,通过抽风烧结,这些热量用于加热干燥烧结料,对烧结料中的铁矿粉和熔剂进行焙烧,使其中的铁矿物、脉石矿物和熔剂发生同化反应并生成液相,从而形成烧结矿。因此,燃料的特性对燃料消耗、垂直烧结速度以及产、质量指标有着显著的影响。烧结过程中的最高烧结温度主要取决于燃料的着火点和燃烧性等特性,当燃料的特性与烧结混合料的特性相匹配时,燃料的燃烧速度与传热速度相匹配,能够获得合适的高温区宽度,这不但有利于烧结矿的充分结晶,还有利于改善烧结过程的热态透气性,能够减少烧结料层底部的过熔 有利于烧结矿产、 质量指标的提高。
2.1 不同粒度燃料的燃烧性
为了解不同粒度燃料的燃烧规律,将燃料进行筛分,选出大于 3mm、 1-3mm 以及小于 1mm 三种粒级的燃料,分别选取 50g 不同粒度的燃料试样放人加热炉内进行试验,燃烧性( 燃烧率)则由失重量与原始重量的比值表示。1~3mm 粒级燃料的失重率相对最高,其燃烧速度相对最快,燃烧效率相对高,燃烧性好;大于3mm 粒级燃料的失重率相对较髙,其燃烧性相对较好;小于 1mm 粒级燃料的失重率低,其燃烧性差;没有经过筛分的燃料的失重率较低,其燃烧性相对较差。 因此,为了提高燃料的燃烧性,可以选择粒度为 1~3mm 的燃料作为主要烧结燃料;若要降低烧结燃料的燃烧性,可以选择粒度小于 1mm 的燃料。
2.2燃料分加前后燃料的燃烧性
为了研究分加前后烧结燃料的燃烧规律,采用两种方式进行试验。 第一种是将铁矿粉和燃料直接进行混合制粒;第二种是先将 30%燃料与铁矿粉混合制粒,再将 70%燃料后加入进行制粒,使得烧结料的表面被固体燃料包裹。最后分别将100g 制好的试样放入高温炉内进行焙烧,分加前后燃料燃烧性的测定结果如图2-1 所示。
从图可以看出,分加后的燃料燃烧速率较高,燃烧性较好。这是因为没有分加时, 一些燃料包裹在铁矿粉中, 影响了燃料的燃烧。 分加后,固体燃料包裹在烧结料的表面,在烧结过程中燃料与空气的接触增加,这有助于燃料燃烧性的提高。因此燃料分加能够明显地提高燃料的燃烧性。
但是由于单纯燃料分加,后加的燃料不易裹在烧结料颗粒上,易使焦粉堵塞烧结料层空隙,对烧结成品率、粒度组成、热态透气性等均有影响,垂直烧结速度有所降低。
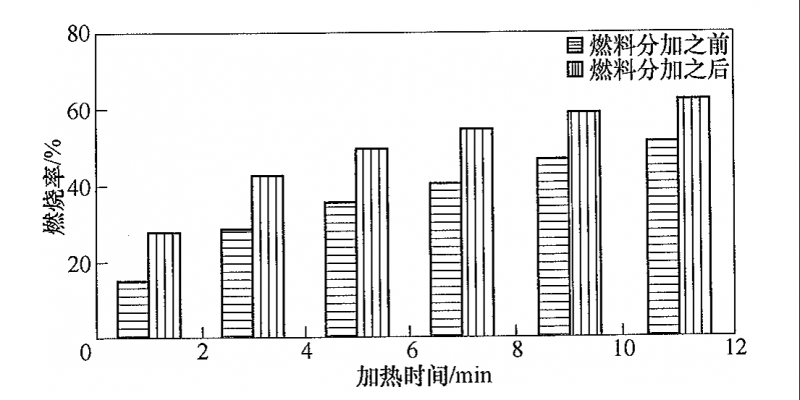
图 2-1 燃料分加前后的燃烧性
基于上述原因,北京科技大学烧结技术团队提出了将钙质熔剂和燃料同时分加方案,使外裹燃料更好地黏结在烧结混合料表面,同时钙质熔剂对焦粉燃烧有催化作用,从而可加快混合料表面的焦粉燃烧速度,使垂直烧结速度增加,烧结矿产量提高。另外,在碱度较高时, 钙质熔剂分加有利于烧结料表层生成更多的铁酸钙,从而有利于提高烧结成品率。因此,熔剂燃料分加烧结的烧结矿成品率和粒度组成最好,热态透气性较好,固体燃耗最低。
3 燃料粒度对烧结指标的影响
燃料在烧结生产过程中起着重要作用,不同粒度分布的燃料对烧结矿产、质量有较大的影响。粒度过大,燃烧速度慢,燃烧带变宽, 烧结透气性变差,垂直烧结速度下降,利用系数会降低;而且粒度大小差异较大时,易发生偏析,大颗粒集中在料层下部,容易导致下部料过熔;小颗粒由于燃烧速度快,在其周围不能保持一定的高温时间, 不利于液相的形成,会导致成品率降低。粒度组成的改变,还会对氧化物的再结晶、高价氧化物的还原和分解、低价氧化物的氧化,液相的生成数量、烧结矿的矿物组成以及宏观和微观结构等产生影响,尤其对烧结矿中铁酸钙的生成产生影响,将会直接影响到烧结矿的还原性等冶金性能。
鉴于此,沙钢钢铁研究院和北京科技大学等专家在保证配矿结构不变的条件下进行了实验,主要探究燃料中不同粒级量对烧结生产指标及质量的影响。
3.1 实验研究方案
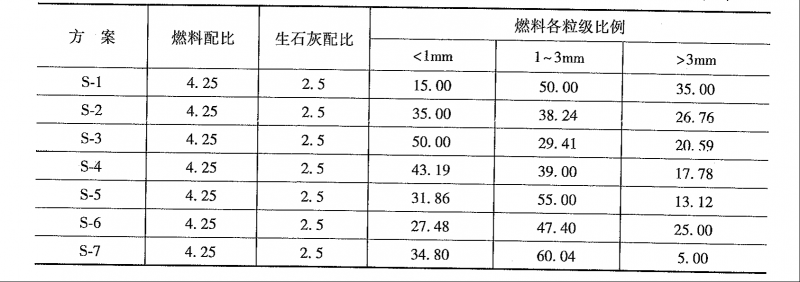
混匀矿于料场配好,其他原辅料均为现场所用,焦粉、无烟煤分别取自燃料破碎后皮带。在保证烧结熔剂、混匀矿结构及无烟煤、焦粉总量不变的条件下,进行 Ø300mmX750mm 烧结杯实验。原始燃料粒度见表 3-1,由表的数据可看出,目前所用燃料存在过粉碎的现象, 即小于 1mm 的粒级过多。烧结实验方案见表3-2,在改变某一种粒度含量时,固定其他两种粒度的比例。通过烧结杯实验,研究烧结混合料中改变燃料中小于 1mm、1~3mm 及 3~5mm 含量对烧结指标的影响。
表3-1 原始燃料粒度分布

烧结杯实验的工艺参数为.• 点火温度 1050°C ,点火时间为 2min,点火负压控制在 6kPa,烧结负压控制在13kPa。当烧结废气温度达到最高并开始下降时,烧结杯实验结束。实验结束后,计算垂直烧结速度、成品率和检测转鼓强度。
表3-2 燃料中不同粒度比例对烧结矿质量影响实验方案
3. 2 结果与讨论分析
3. 2. 1 燃料的燃烧性能
动力学分析表明,烧结过程中的燃料燃烧受扩散环节控制。烧结混合料中燃料的燃烧速度及燃烧带的宽度与燃料颗粒的直径、气流的流速及透气性有关。在烧结条件一定时,燃料粒度成为烧结过程的决定因素,关系着烧结矿的成品率和烧结利用系数。为研究不同粒度燃料的燃烧规律, 把实验用燃料筛分为- 1mm、1 ~3mm、 +3mm 粒级, 进行了 STA 差热分析, 从结果可看出,各粒度的燃料均在接近 500T 时开始燃烧,在 800T 时均燃烧完毕;粒度越小,开始燃烧温度相对越低,燃烧速度越快;燃料粒度越大,开始燃烧温度相对稍高,燃烧速度越慢。由于粒度的差异,会造成烧结燃烧带温度的横向分布不均,影响到料层中焦粉燃烧的动力学条件及热力学条件,造成烧结指标及烧结矿质量的差异。燃料粒度大,由于燃烧速度慢,会使得燃烧带变宽,高温停留时间变长,液相产生量增加,有利于矿物的黏结,但会使烧结过程透气性变差,垂直烧结速度及利用系数降低;反之,粒度小,燃烧速度快,高温停留时间短 ,液相反应不完全,烧结矿强度变差,成品率降低,利用系数也低。
3. 2. 2 燃料中小于 1mm 比例对烧结指标的影响
燃料中小于 1mm 比例对烧结指标和烧结矿粒度组成的影响。从实验结果来看,随着小于1mm比例由15%提高到50%, 烧结速度提高,烧结矿成品率和转鼓强度均显著降低;小于1mm 量从15%提高到 50%后,转鼓强度下降了8.72%,幅度较大,同时固体燃耗升高;粒级组成中 5~10mm 比例由18.56%急剧升髙到 26.36%, 烧结矿粒级组成指标恶化。当小于 1mm 比例增多时,从热力学角度分析可知,由于粒度的减小,单位体积分布的燃料增多,碳的不完全反应增加,会造成负压的上升,料层颗粒之间O2 浓度下降,使混合料层的透气性下降,影响烧结指标。从动力学角度分析,由于燃料粒度越小,碳的燃烧速度越快,在抽风负压的作用下,碳的燃烧速度进一步加快,燃料燃烧后的热量难以被有效利用,烧结过程中料层高温停留时间变短,髙温带变窄,烧结液相反应不完全,造成烧结矿质量的下降,尤其是强度的下降,5~10mm 粒级的增加。同时,由于-1mm 粒级的燃料容易被气流抽走,造成燃料的浪费,使燃耗升高。因此, 为了保证烧结矿强度,必须控制燃料中小于1mm 的粒级量,改善燃料的整体粒度分布。在本实验的条件下,燃料中小于1mm 的比例不宜超过 35%。
3.2.3 燃料中 1- 3mm 比例对烧结指标的影响
燃料中 1- 3mm 比例对烧结指标和烧结矿粒度组成的影响。 从实验结果来看, 随着 1 -3mm 燃料比例的增加, 烧结速度有所变慢, 固体燃耗也降低, 烧结矿成品率和转鼓强度均有所增加; 1 -3mm 量从 29%提高到 55%后,转鼓强度增加了 4%, 粒级组成中 5- 10mm 比例显著降低, 由 26. 36%降低到23. 05%, 烧结矿粒级组成得到了改善。当燃料中 1 3mm 比例增多时, 燃料粒度分布趋于均匀, 在料层中的偏析现象减少, 有利于燃料的充分燃烧利用, 碳的燃烧时间加长, 烧结过程氧化性气氛增强, 热能利用效果好, 能够增加高温保持时间, 增宽高温带, 为液相反应提供足够的时间, 也能为铁酸钙的生成创造有利条件, 有利于提高烧结矿的强度, 同时也有利于固体燃耗的降低。 因此, 为了保证烧结矿强度, 需尽量控制燃料中1- 3mm 的粒级量在较高的水平, 以提高燃料的利用率。
3. 2. 4 燃料中大于 3mm 比例对烧结指标的影响
燃料中大于 3mm 比例对烧结指标和烧结矿粒度组成的影响。从实验结果来看, 随着大于 3mm 比例的提高, 烧结速度提高, 烧结矿成品率和转鼓强度均显著降低, 固体燃耗增加; 大于 3mm 量从 5%提高到 25%后, 转鼓强度下降了 2%, 幅度较大; 粒度组成中 5- 10mm 比例由 21. 21% 急剧升高到23.52%,烧结矿粒级组成指标趋于恶化。
燃料中大于 3mm 的量增加,布料后由于粒度偏析,大颗粒燃料容易落到下层,其自动蓄热性会造成下部高温热量高,形成大块,冶金性能变差;同时,由于大颗粒量增加,而燃料整体配加量未变,也会造成中上部燃料分布更加偏析。分布及其不均,部分生矿周围无充足液相黏结,不易矿化,影响烧结矿粒度粒度指标恶化,而且固体燃耗升高。烧结的根本是燃料燃烧,焦粉是提供烧结燃烧所需热量的主要原料,而且焦粉用量少但可以发挥较大作用的原料。因此要着力控制焦粉粒度分布,避免其在布料过程中造成过分偏析,影响燃料的充分利用,同时影响烧结指标。
3. 2.5 最佳燃料粒度烧结实验对比
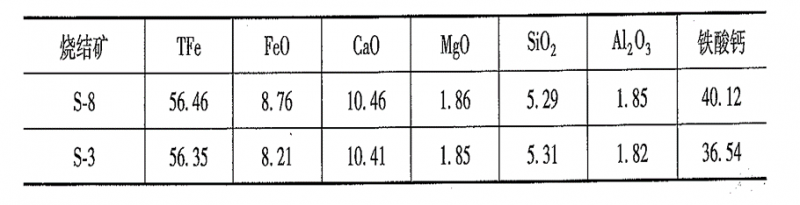
根据上述实验,确定了焦粉的合适燃料粒度为:小于 1mm 30%、1-3mm 55%、大于3mm15%。釆用此焦粉粒度分布进行了烧结矿实验,由于方案S-3中焦粉粒度与原始粒度最接近,因此此处对比 S-3。同时对烧结矿进行了矿相组成鉴定,烧结指标结果分别如表 3-3 与表 3-4所示,
表 3-3 最佳燃料粒度时烧结指

表3-4烧结矿化学成分与铁酸钙含量
由表 3-3 结果可看出, 焦粉粒度经过优化后, 各项烧结指标明显优于未经过优化燃料。 焦粉粒度优化后烧结, 烧结速度放缓, 有利于提高成品率和 转鼓强度, 减少 5 -10mm 粒级量; 同时由于优化后焦粉粒度分布合理, 偏析现象减少,焦粉燃烧利用效率提高, 固体燃耗降低。
由表 3-4 结果可看出, 焦粉粒度经过优化后进行烧结, 烧结矿铁酸钙含量比未优化时增加,说明对燃料焦粉进行优化后,燃烧较为充分,烧结料层上,中、下热量分布均匀,有效提升烧结矿显微结构组织形态,提高质量。从矿相结构对比可看出, 燃料优化前铁酸钙数量相对较低,铁酸钙呈团块状形态,局部有少量针状铁酸钙,在团块状铁酸钙周围夹杂着硅酸盐。燃料优化后的烧结矿铁酸钙数量增多,磁铁矿和硅酸盐含量减少;铁酸钙形态由团块状变为针状,且铁酸钙相互交织,结构致密,其间有磁铁矿填充在铁酸钙之间。
4 结 论
由以上实验研究和分析讨论,可以得出如下结论:
1) 各粒度的燃料均在接近500度时开始燃烧,粒度越小,开始燃烧温度相对越低,燃烧速度越快;粒度越大,开始燃烧温度相对越高,燃烧速度越慢。
2) 焦粉是提供烧结燃烧所需热量的主要原料,且用量少,可以发挥重大作用,因此要着力控制焦粉粒度分布,避免其在布料过程中造成偏析,影响燃料的充分利用,同时影响烧结指标。
3) 从烧结生产原辅料条件考虑,燃料的合理粒度应控制在小于 1mm比例小于 30%, 1~3mm比例控制在55%左右,大于3mm比例不宜超过15%。
4) 燃料粒度优化后,烧结矿中铁酸钙数量增加,磁铁矿和硅酸盐含量减少,针状铁酸钙明显增多,且相互交织,形成较为致密的结构,有利于提高烧结矿的强度。
5) 低配碳有利于改善烧结矿的矿物相和还原性,当配碳≤2.5%实现均质烧结后, RDI+3.15同时能得到改善。超低配碳是厚料层和超厚料层烧结生产高质量发展的关键举措。
参考文献
[1]许满兴、何国強、张天启、廖继勇编著 燃料的燃烧性及对烧结过程的影响
《铁矿石烧结生产实用技术》冶金工业出版社出版2019.8.(29-38)
[2]许满兴、何国強等编著 配碳量对烧结矿矿物组成和冶金性能的影响
《铁矿石烧结生产实用技术》冶金工业出版社出版2019.8.(28-29)