
刘成宝 杨雷 王勋
(首钢通钢公司炼铁事业部)
摘 要:文章中描述了高炉炉顶均压放散阀改造后在生产中的应用。通过对均压放散阀的改造,成功实现了均压放散阀正常运行周期与高炉定修周期的同步,减少了日常生产中处理其故障的次数,杜绝了高炉因其故障造成减风甚至休风,为高炉长周期顺稳提供一定的支撑,同时对生产实践具有重要的指导意义。
关键词: 均压放散阀;改造;应用
1 概述
高炉顺稳运行是钢铁企业在市场上保持竞争力的根本所在,同时也是企业蓬勃发展的关键所在。高炉生产的特点是生产规模大,作业连续性强,各个生产环节紧密联系,任何一个环节出现问题,都会影响整个生产系统的正常运行,从而造成高炉减风或休风操作。故障情况下的无计划休风,不仅影响生产的顺稳进行,还会对高炉的寿命带来一定的影响。
高炉是一个生产工艺流程复杂、设备繁多的系统,并且其生产的延续性很强,一次失误的影响,常常会造成很大的波动,恢复起来也非常艰难。设备是否稳定运行影响着高炉生产的延续性,设备故障多,高炉生产的延续性将会被中断,反之,高炉生产会稳定顺行。
在现有技术中,高炉炼铁设备中,高炉生产所需的物料进入料罐,往往料罐需要进行人工均压,使得料罐内压力与炉内压力等值,才能使得料罐内物料进入高炉炉内进行冶炼。物料全部进入高炉炉内后还需将料罐内压力排除,使得料罐内压力与大气压力等值,才能再次将物料送入料罐内。料罐放散、均压需通过控制均压放散阀的开、关进行操作,一旦均压放散阀出现故障,将会造成料罐均压、排压时间长,增加炉顶上料难度,影响高炉生产秩序,同时也存在一定的安全隐患。为降低炉顶均压放散阀的故障,采取了一系列的改造措施,最终对其连杆与压板(或称阀板)连接方式以及密封形式进行改造,经过长时间的应用,取得了预期的效果。
2 均压放散阀工作原理
高炉炉顶均压、放散介质为高炉煤气,当高炉需要均压时,高炉操作系统发出指令,开启均压油缸,油缸带动阀门压紧装置打开,煤气通过压紧装置进入料罐进行规定时问内的均压操作,压力等值后,高炉操作系统再发出指令,关闭均压油缸,压紧装置关闭。当高炉需要放散时,高炉操作系统发出指令,开启放散油缸,油缸带动阀门压紧装置打开,煤气通过压紧装置在规定时间内排放出料罐,与大气压力等值后,高炉操作系统再发出指令,关闭放散油缸,压紧装置关闭。
3 均压放散阀压紧装置简介
均压放散阀由连杆杆体、半球形连接体、压兰、压板(或称阀板)、压环组成。连杆杆体与半球形连接体采用螺纹连接方式。压板分平板和压板座,并焊接成一体,压板平板底部焊接一定直径尺寸圆钢压环,与阀座的密封圈接触,起到压紧和密封作用。连杆杆体与压板采用压兰并螺栓固定连接(如图1所示)。
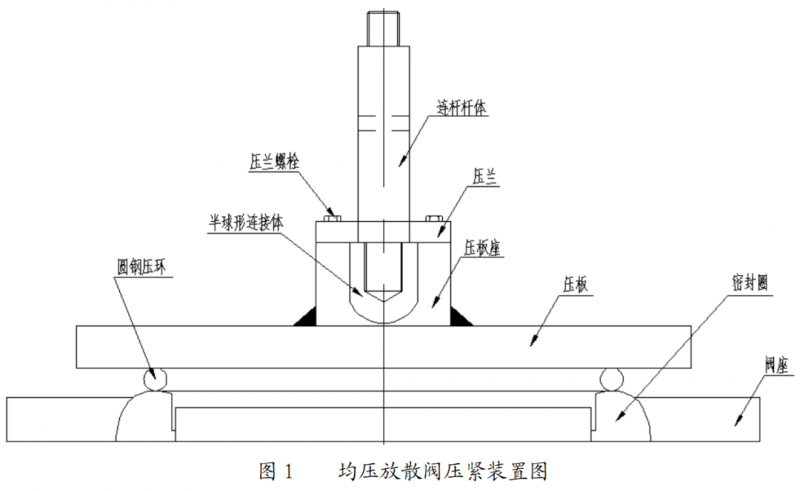
该阀门的缺点是压板活动余量大,阀门开关时介质气流造成压板旋转螺纹退扣,导致阀门压兰处螺栓断裂损坏,致使压板脱落造成阀门泄漏。圆纲压环反复压紧密封,造成阀座的密封图损坏,密封图损坏脱落后,压板与阀体之间存有间隙,无法进行密封,致使阀门泄漏,造成炉顶均压、放散时间长,同时阀门泄漏造成煤气外溢存在一定的安全隐患。
4 均压放散阀压紧装置改造思路及设计
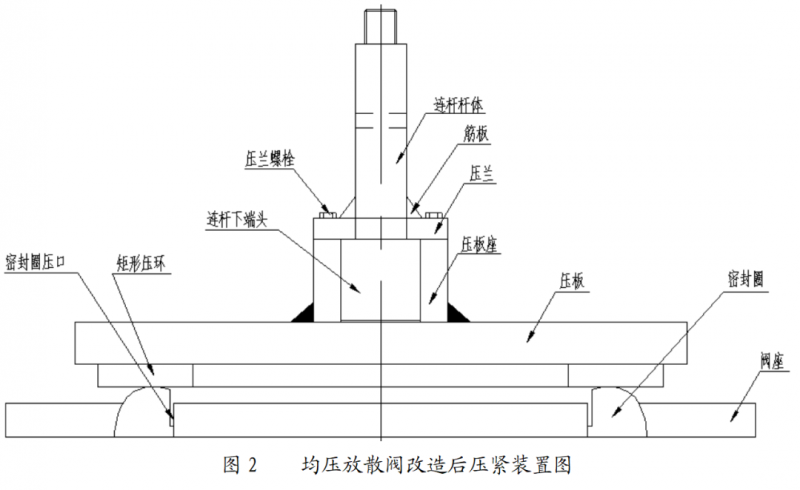
为解决上述存在的问题,将压紧装置进行改造,使压板固定牢靠,活动余量小,压兰处螺栓不受外力损坏,压板压环与阀座充分接触密封,均压、放散时不泄露,保证正常上料秩序。改造后压紧装置同样包括压板,压板分为平板和压板座,平板和压板座焊接连接,中间带圆孔的压兰通过圆周均布的螺栓与压板座上端面连接。连杆分为连杆杆体和连杆下端头,连杆下端头置于压板座中间腔体内并被压兰压住连接,连杆杆体部分伸出压兰中间圆孔。平板底部带有与阀座上密封圈接触密封的压环,压环横截面为矩形,压环宽度大于密封圈压口(密封槽)宽度。连杆杆体与连杆下端头为一体结构,连杆下端头制作成圆柱形。均压放散阀压紧装置改造后的装配形式:改造后的压紧装置包括压板,压板分为平板和压板座,平板和压板座焊接连接,中间带圆孔的压兰通过圆周均布的螺栓与压板座上端面连接,为增加预紧强度,压兰连接螺栓增大。连杆杆体下端头加工制作成大于杆体直径尺寸的一体式圆柱形端头并用压兰进行固定,连杆下端头置于压板座中问腔体内并被压兰压紧连接,连杆杆体部分伸出压兰中间圆孔,压兰与连杆对角焊接四块筋板,增加其强度。平板底部带有与阀座上的密封圈接触密封的压环,压环横截面为矩形,压环宽度大于密封圈压口宽度,使压环宽度完全包含阀座上的密封圈压口,密封圈损坏后压环与阀座密封圈压口形成完全接触性硬密封(如图2所示)。
5 均压放散阀压紧装置改造后的特点
(1)连杆杆体与连杆下端头为一体结构,连接强度高。即使阀门开关时介质气流造成压板旋转也不会导致压板脱落造成阀门泄漏。
(2)压兰压力螺栓预紧力加大,螺栓紧固不易松动断裂,压板牢固,定位准确,便于日常维护。
(3)压兰与连杆接触位置增加焊接四块筋板,增大其强度,不易造成压板旋转,延长阀门使用周期。
(4)阀门压板底部压环接触密封,压环宽度完全包含密封圈压口,即使密封圈损坏后压环还能与阀座密封圈压口形成完全接触刚性硬密封,保证阀门不泄落。
(5)压紧装置改造后延长阀门使用周期,减少日常处理故障减风或休风操作的次数,同时杜绝了日常带煤气处理其故障,保障了检修人员的安全。
6 结语
高炉生产的延续性很强,同时其是一个设备繁多的系统,对于制约高炉生产长周期顺稳的故障点、矛盾点,对其设备优化或改造既要积极,又要慎重,要做好充分的调查研究、试验工作,优化或改造时需要注意以下几点:
(1)对高炉设备优化或改造要有充分的认识,并要提高自信意识,要充分掌握其性能特点,针对设备工矿条件,合理的优化或改造。
(2)在高炉设备优化或改造的工作中,要有科学依据,不能盲目从事。在多台设备中,要先选一台进行试验。
(3)选用高炉备品备件时,一定要选质量好的产品,选用大的生产厂家或大品牌的,并实行长期定点供应。
(4)在没有十分把握的情况下,不要强求百分之百的优化或改造,一切要服从于生产,服从于提高企业经济效益总目标。