
李超 董博 易晓明 王富亮 朱宏家 徐国超 冉茂铎
(鞍钢股份鲅鱼圈钢铁分公司 辽宁 营口 115007)
摘 要:本文介绍了260 t转炉中使用脱硫渣铁、石灰石替代石灰、以及转炉尾渣造应用的实践情况,进行了相关的理论分析,并介绍了几种经济物料使用的具体方法,生产数据表明:脱硫渣铁的使用,对现有工艺没有较大影响,同时提高了其他经济指标;石灰石替代白灰,提高了脱磷水平,煤气回收量增多;转炉尾渣使用提高了脱磷率及一系列转炉经济指标。
关键词:石灰石;脱硫渣铁;尾渣
1前言
众所周知,在钢铁冶金领域,我国是绝对的钢铁大国,主要体现在钢产量约占世界的一半,我国钢铁行业能源消耗高、排放量大,造成环境污染。最近这些年钢铁企业身上压着环保和成本两座大山,从上至下钢铁对于炼铁炼钢经营成本以及低碳低排的要求越来越高。因此,在生产中改进技术工艺与创新操作方法已经迫在眉睫。
转炉炼钢生产中,白灰是最基本的熔剂原料,而且一直在被广泛应用,寻求节能环保的替代材料一直是科研工作者的研究重点,作为焙烧白灰原料的石灰石是否可以进行替代便成为研究的热门材料,国内学者陆续提出使用石灰石替代白灰,并分析了相关实践的可行性,提出了30%的渣料替代比例[1-2]。最近几年,钢铁企业在大多数时间处于微利甚至亏损的状态,行业形势倒逼炼钢厂不得加快技术创新改革,三废利用、廉价尾渣原辅料使用等工艺手段[3-6]。这些研究成果为炼钢厂提出了一个非常好的降低物料消耗的方法,为钢铁企业降本增效提供了一个新思路,鞍钢很早就探索相关经济物料在转炉中的使用可能性,一直在探索尾渣、脱硫渣等固废的使用实践。
2理论分析
对于石灰石替代白灰、尾渣造渣、脱硫渣铁三种物料使用前,对相关的理论分析。
2.1 石灰石替代白灰的分析
石灰石替代白灰造渣反应需要经历几个过程:预加热、升温、分解,反应生成石灰等5个阶段,然后参与炼钢的一些反应,根据化学计算,整个反应为吸热过程,主要的反应反应方程式为[5]:
CaCO3(s)=CaO(s)+CO2(g) (1)
△Gθ=169120-144.6 T J·mol-1 (2)
[C]+CO2(g)=2CO(g) (3)
根据式(2),当△Gθ小于0时,反应向右侧进行,石灰石分解为CaO和CO2,目前本厂铁水温度一般在1250℃到l 400℃,我们都知道转炉内反应温度一般都在1150℃以上,生石灰投入熔池后会经历极高的温度预热,通过预热、升温以及裂解,相关研究者[6]提出,当炉内反应一旦高于1400℃左右,生石灰裂解速度将会比1000℃快的多,几分钟内裂解率可以达到73.6%,而1150℃左右时的4-5 min煅烧分解速度为16%左右,可见生石灰裂解需要巨大的温差,温差越大瞬间的反应越剧烈,也更迅速。
生石灰裂解的CaO与反应熔池内的SiO2在石灰表面形成2CaO·SiO2外壳,通过调整供氧制度,来增加渣中FeO/SiO2的比值或使用化渣剂化渣,降低2CaO·SiO2熔点,阻止2CaO·SiO2壳的形成,有利于石灰的溶解,促进化好过程渣,达到良好的脱磷效果。另外,石灰石分解放出的CO2,提高了熔池的搅拌,更有利于去除夹杂物。由反应方程式(3)可以看得出来,产生的二氧化碳会与熔池的碳反应,生成一定量的一氧化碳,显然这也会提高煤气回收量。
2.2 脱硫渣铁相关分析
脱硫扒渣中主要需要可回收利用的元素为Fe,经化学检验后含量为51%以上,主要有害元素为S,含量为1%左右。渣中主要的铁相为磁铁矿、金属铁、硅酸铁,其中磁铁矿、金属铁中的铁占总铁的2/3左右,脱硫渣铁主要组成包括金属铁、铁酸盐等。
由于硫含量较高,需要在生产钢种走LF精炼的钢种使用,避免产生质量事故,由于含有部分CaO,会在吹炼中产生较好的化渣成渣效果,但考虑到硫含量较高,也应避免过多减少活性白灰加入量,避免终点硫过高。
2.3 尾渣使用的分析
2.3.1尾渣的物理化性质
钢渣热闷生产线处理的钢渣经磁选后,产生金属铁含量在2%以下的尾渣,尾渣中含有水硬性矿物硅酸二钙和硅酸三钙,具有较高的水硬性。
表1 钢尾渣化学成分表
Table 1 The chemical composition table of wasting slag
|
CaO |
SiO2 |
MgO |
TFe |
MFe |
P2O5 |
S |
Al2O3 |
Fe2O3 |
|
42.12 |
12.6 |
8.92 |
20.66 |
1.61 |
2.03 |
0.026 |
6.07 |
18.97 |
2.3.2 尾渣的化渣机理
由于尾渣中含有大量的FeO、Fe2O3,使转炉前期炉渣中的FeO迅速提高,促进了石灰的熔化,对成渣非常有利,可促使初期渣的形成,有利于脱磷反应的进行,吹炼中期随着温度的升高,碳开始大量氧化,碳的氧化使FeO还原进入钢水中,有利于钢铁料的降低。尾渣中含有高的CaO、MgO、SiO2,有足够的碱度,有利于溅渣护炉,吹炼前期的脱磷反应如下:
5(FeO)+2[P]+4(CaO)=(4CaO.P2O5)+Fe
3生产实践
根据前期的理论分析,制定了相对应的生产方案,并对相关重点指标进行了整理统计。
3.1 石灰石替代白灰生产实践
表2为本厂基本情况,根据热平衡和物料平衡测试,炉平均加入量不能大于3吨,选取某SPHC类钢种进行实验,分别对3t石灰石替代石灰使用前与使用后的30炉次数据进行统计,分别对白灰消耗,终点温度,终点磷含量以及对煤气回收量进行了分析。
表2 本厂生产基本情况表
Table 2 The basic production information of the factory
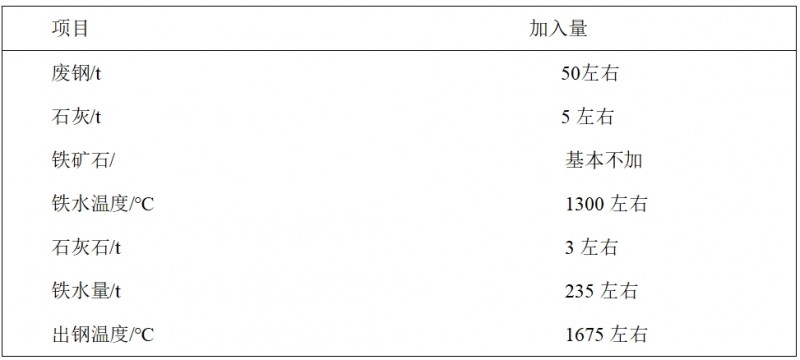
从表3、表4可以看出:添加3t石灰石替代后,终点温度1688.7℃降到1684.1℃,在废钢加入量无明显变化情况下,石灰石温降较大,终点温度降低也是合理的结果。
根据石灰石融化的机理和温度变化规律,通过优化供氧制度和加料制度,使石灰石替代石灰的工艺顺利开展,加入石灰石之后经化验结果反映,转炉的终点渣碱度无明显变化,基本在3.6左右,加入石灰石后,吨钢活性石灰消耗降低0.7t,少加活性石灰可降低吨钢成本0.753元。
表3 使用石灰石后白灰用量变化
Table 3 The change of lime dosage after using limestone

表4 使用石灰石后终点温度变化
Table 4 The end point temperature change wusing limestone

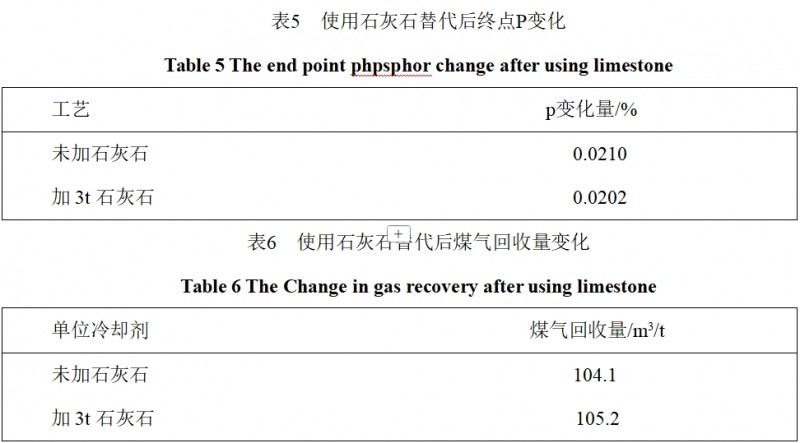
从表5、表6可以看出:添加3t石灰石替代后,由于在前期石灰石加入,使得转炉冶炼时温度相对较低,这有利于前期的磷去除,符合冶炼中前期早去磷的热力学条件,同时终点渣也无明显碱度变化,所以终点磷从0.021%降到0.0202这是符合理论相关逻辑的。煤气回收由104.1m3/t提高到105.2m3/t,根据(1)(3)反应式可以知道,由于石灰石在转炉进行分解为CO2,之后反应为CO,这能有效提高煤气回收量。
3.2 脱硫渣铁使用实践
生产的工艺路线为:转炉冶炼→LF精炼→(RH精炼)→连铸,由转炉区域根据钢种及精炼位(LF或LF+RH)组织加入脱硫渣铁。炼钢废钢区域人员根据脱硫渣铁加入标准提前准备好脱硫渣铁数量,脱硫渣铁分级加入标准见表7:
表7 脱硫渣铁加入标准
Table 7 The Standard for desulfurization slag iron using
|
成品 S要求,% |
脱硫渣铁加入量,t |
|
S≤0.005 |
0 |
|
0.005<S≤0.008 |
5 |
|
0.008<S≤0.010 |
10 |
|
0.010<S≤0.015 |
15 |
|
S>0.015 |
20 |
根据生产实践统计数据,转炉按照脱硫渣铁收得率为70%左右控制装入量和计算出钢量;脱硫渣铁降温系数按1.5计算(8~9℃/吨)。加脱硫渣铁炉次不得进行其它特殊脱氧操作,保证氩站AlS在一定范围,根据终点硫含量加入石灰小粒,使顶渣碱度保持在合理范围,同时保证钢包吹氩时间和强度,提高渣洗脱硫率。
3.2.1对炉内回硫的影响
由上表8可知:未加入脱硫渣铁炉次,炉内回硫量为-0.002%,这是因为转炉吹炼过程具备一定脱硫能力,加入脱硫渣铁炉次不考虑转炉脱硫,每吨脱硫渣铁炉内回硫量约为0.001%。
表8 脱硫渣铁对炉内回硫、LF处理周期影响及渣洗脱硫应用效果
Table 8 The influence of desulfurization slag iron on sulfur recovery and LF treatment cycle and application effect of slag washing desulfurization
|
脱硫渣铁,t |
入炉S,% |
终点S,% |
氩站S,% |
成品S,% |
炉内回S,% |
LF处理周期,min |
渣洗脱硫率,% |
|
0 |
0.0239 |
0.0217 |
0.0198 |
0.0077 |
-0.0022 |
34 |
8.8 |
|
4.9 |
0.0188 |
0.0239 |
0.0194 |
0.0071 |
0.0051 |
35 |
18.8 |
|
9.6 |
0.0203 |
0.0292 |
0.0236 |
0.0067 |
0.0089 |
37 |
19.2 |
|
14.9 |
0.0204 |
0.0364 |
0.0285 |
0.0073 |
0.0160 |
38 |
21.7 |
|
21.3 |
0.0212 |
0.0403 |
0.0332 |
0.0080 |
0.0191 |
40 |
17.6 |
3.2.2对LF处理周期的影响
由上表8可知:随着脱硫渣铁使用量增加,转炉终点硫增加, LF处理周期也随之增加,但由于连铸浇钢周期为45min,所以LF处理周期增加并不会不影响生产节奏控制;加入脱硫渣铁炉次成品硫可以控制在0.010%以内,根据脱硫渣铁分级加入标准统计,未出现硫超出标准情况。
3.2.3渣洗脱硫应用效果
由上表8可知:采用氩站渣洗脱硫工艺,氩站渣洗脱硫率增加10.5%,一定程度上缓解了LF脱硫压力。
3.3 尾渣使用实践
尾渣的实际加入情况:加入尾渣的炉次,成渣时间比正常炉次缩短了0.3min,提高了转炉脱磷率,有效降低转炉熔剂消耗。
表9 使用尾渣后脱磷率和磷分配比变化
Table 9 The Change in dephosphorization rate and phosphorus distribution ratio after the use of wasting slag
|
|
脱磷效率,% |
磷分配比,P2O5/P |
|
加尾渣炉次平均值 |
91.23 |
146.5 |
|
正常炉次平均 |
87.88 |
125.5 |
使用尾渣的磷分配比、脱磷效率统计具体情况如表9,采用尾渣,脱磷效果明显,渣、钢间的(P)/[P]分配比以及脱磷效率均高于对比炉次水平,由于尾渣中还有18%含量的TFe,尾渣中的TFe主要是以铁的氧化物形式存在,尾渣的加入,一方面能够迅速为炉渣提供脱磷所需的FeO,满足脱磷的热力学条件,能够提高脱磷效果;另一方面尾渣的加入,能够助熔,加速了石灰的熔解,既能快速提高炉渣的碱度,又能增强炉渣的流动性,综合情况表明,尾渣用于造渣剂对转炉钢渣系的脱磷更为有利,起到了替代部分渣量作用,减少了白灰、轻烧加入量,降低了转炉熔剂成本。
4结论
(1)采用3t石灰石替代石灰造渣炼钢,终点温度1688.7℃降到1684.1℃,白灰消耗降低0.7t,终点磷由0.021%降到0.0202,煤气回收由104.1m3/t提高到105.2m3/t,可降低生产中吨钢成本降低。
(2)脱硫渣铁在转炉应用后,每吨脱硫渣铁炉内回硫量0.001%,使用脱硫渣铁LF处理周期无明显变化,未影响成品S的控制。
(3)尾渣的实际加入情况:加入尾渣的炉次,成渣时间比正常炉次缩短了0.3min,提高了转炉脱磷率3.35%,提高了磷的分配比,有效降低转炉熔剂消耗。
参考文献
[1] 三本木贡治. 钢铁冶金学讲座(2卷)[M]. 王舒黎,译. 北京:冶金工业出版社,1972:70—129.
[2] 转炉炼钢翻译组译. 转炉炼钢[M]. 北京:冶金工业出版社,1975:4—229.
[3] 范鼎东.炼钢金属炉料的经济性研究[J]. 炼钢,1999,15(3):46-49.
[4] 李宏,曲英.一种在氧气顶吹转炉中用石灰石代替石灰造渣炼钢的方法:中国,200910082071.X[P].2011-01-19.
[5] 魏宝森.石灰石在转炉炼钢中的应用实践[J].冶金能源,2012,31(4):10-12.
[6] 王鹏飞,张怀军.石灰石替代石灰炼钢造渣效果研究[J].包钢科技,2012,38(4):30-32.