
X90级管件用厚钢板的开发与实践
1概述
为进一步降低管道建设成本,国内率先启动第三代管线钢X90/X100钢级管道的研发,相应的也启动了X90钢级管件的开发。西气东输四线拟采用φ1422mm目前世界最大的管径,按照计算,其采用的管件厚度将超过70mm,这将给钢铁工业装备带来技术挑战,目前一种比较可靠的技术方案是将管件钢级提升到X90钢级,这样可将管件厚度控制在56mm厚左右,这在目前钢铁技术装备下是可行的。当前长输管道用管件最高钢级为X80钢级[2-4],因此必须突破目前国内及国际管件标准的最高强度级别限制,进行更高钢级管件的研发与试制。根据第三代管线钢X90钢级管件的需求,江阴兴澄特种钢铁有限公司(以下简称兴澄特钢)于2012年在国内外首次成功开发出第三代管线X90管件用钢。
2成分设计
根据需求,X90钢级管件最厚规格为53mm,最终管件性能以调质状态进行检测,为保证管件满足高强度高韧性要求,同时需与直缝管道具有很好的焊接匹配性,所采用的成分设计思路是采用较低的C含量,同时采用微合金化成分体系,必要时在钢中采用适量的其他合金,具体成分如表1所示:

3生产工艺
为满足X90/X100高强度高韧性以及良好可焊性要求,采用低碳微合金化成分,并结合TMCP工艺进行。主要的生产工艺路线为:铁水预处理→转炉冶炼→精炼→连铸→TMCP→精整。冶炼上采用精炼工艺,并进行微Ca处理,连铸是采用轻压下工艺以减轻铸坯偏析,为最终获得高韧性管件提供保障。钢板在轧制时采用两阶段控制轧制并结合控制冷却的TMCP工艺,严格控制各工艺参数,在生产过程中控制好板形,生产出具有组织均匀及良好焊接性管件用厚钢板,最厚规格达到53mm。
4显微组织及力学性能
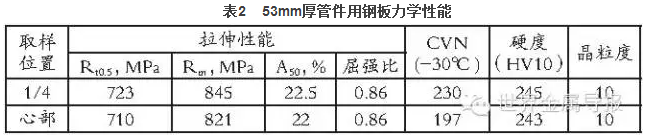
采用上述的成分设计及生产工艺,在兴澄特钢4300mm厚板生产线进行了36-53mm厚X90/X100管件用特厚钢板的试制。并对钢板的显微组织、力学性能进行了分析,观察试制钢板53mm厚钢板不同厚度位置的显微组织照片,经轧制+加速冷却后得到的钢板组织均为针状铁素体+粒状贝氏体。同时钢板表面晶粒细小,钢板心部与板厚1/4处相比晶粒大小及组织变化不明显,采用ASTM E112标准对晶粒度进行检测,晶粒度均达到10级以上。表2是钢板心部及板厚1/4处等不同厚度处性能检测,检验结果表明经TMCP工艺轧制后,虽然钢板厚度达到53mm厚,但钢板沿厚度方向性能变化不明显,从而保证了厚度方向性能相对稳定性,尤其值得一提的是钢板心部-30℃夏比冲击功接近200J,表明钢板在高强度情况下还具有很高的冲击韧性。
5热处理工艺研究
考虑到管件制造的工艺特性,因此最终管件的性能是指调质后成品的性能要求,为了解最终成品热处理后性能,需要在试验时对钢板进行不同工艺下的调质热处理工艺研究。试验时分别采用950℃和910℃淬火温度,淬火介质为水,淬火完成后立即进行回火处理,回火温度分别为550℃、590℃、650℃三种不同的回火工艺,回火时保温系数为5.0min/mm。试验在NCPE-415炉内进行。
观察不同热处理后的显微组织照片以及所获得的力学性能可知,650℃回火温度下,不同淬火温度条件下的铁素体晶粒大小有异,其中950℃淬火温度下的铁素体晶粒相对要大,同时也注意到,低温回火后的显微组织还具有一定的板条束特征。这是由于试验坯料内合金固溶充分,材料的淬透性更好,回火后的显微组织具有明显的板条束特点。随着回火温度的升高,板条束变得较模糊,在590℃回火温度下还保留着少许板条束,但在650℃回火温度下,板条束基本上消失,钢中碳化物析出逐渐增多,因此获得更高的强度和高的低温韧性。随着回火温度的继续升高,板条束变得较模糊,同时碳化物析出增多,且开始粗化,虽然强度变化不大,但是冲击韧性则呈下降趋势。
6管件的试制
采用试制的钢板,在热处理试验研究的基础上,进行了厚壁等径三通管件的试制。经焊接成直筒坯料,在经起包、压扁、切口、再到拔制等工序,制成等径三通管件,随后对管件进行调质处理以获得所需的强度韧性配合,淬火温度为950℃,保温1小时20分钟后再采用循环水淬火,回火温度为590℃,保温时间为150min。
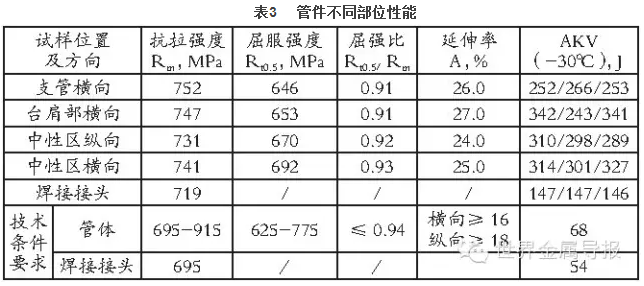
分别在三通管件的支管、管肩、主管、焊缝等部位进行取样,并依据ASTM A370《钢铁产品力学性能试验方法和定义》标准对管件进行取样、制样并进行力学性能检测,结果见表3所示:结果表明,经成型及热处理后,管件各部位均获得很高的强度和低温韧性配合,满足X90管件技术要求,尤其值得一提的是,-30℃温度下的管体冲击功均大于250J。表明该管件具有高强度高低温韧性配合。
7结论
1)采用低碳微合金化成分设计+TMCP工艺国内外首次轧制厚度达到53mm厚X90钢级超高强度管件用钢板,经检测钢板具有低碳当量,且组织细小均匀。
2)采用两种不同的淬火温度及三种不同的回火温度对钢板进行了调质处理,结果表明,采用950℃淬火+590℃回火热处理组合获得优异的强韧性匹配
3)采用试制的钢板和推荐的热处理工艺进行管件制造,制造的管件各项性能完全满足X90钢级管件性能要求,且-30℃冲击功达到250J以上,适用于高强度、高压、高韧性厚壁天然气输送管道建设。