
李升,韩小强
( 河北津西钢铁集团股份有限公司,河北唐山064300)
摘要: 为了提高连铸的收得率和铸坯合格率,针对异型连铸常见的四种表面缺陷,从连铸设备因素、缺陷产生机理、生产操作工艺等几个方面进行了细致的分析,并制定了有效的预防措施,实现了铸坯收得率99.9%以上,铸坯合格率99.95%以上的目标。
关键词: 铸坯合格率; 表面缺陷; 产生机理; 预防措施
1 引言
铸坯表面缺陷是连铸生产过程中常见的缺陷形式,其不但影响铸坯的收得率,而且还严重影响轧材的表面质量,给成本带来了极大的浪费。
异型连铸断面复杂,产生表面缺陷的机率更大,针对异型连铸坯常见的铸坯表面缺陷产生的原因,主要从结晶器振动系统、结晶器液面波动、结晶器保护渣的理化性能、生产工艺因素等方面分析,为制定相应的预防措施提供依据,为提高产品的质量打下良好的基础。
2 铸坯表面缺陷
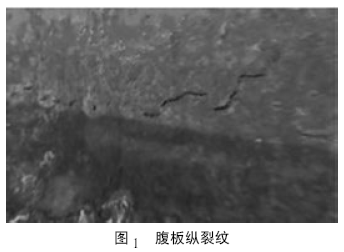
⑴腹板纵裂纹。横向位置分布不固定,沿腹板纵向延伸断续分布,长短不一,长的有几米甚至更长,短的有几厘米,如图1 所示。另外还有极少的呈直线固定分布。腹板纵裂纹是造成轧材裂纹的主要因素。
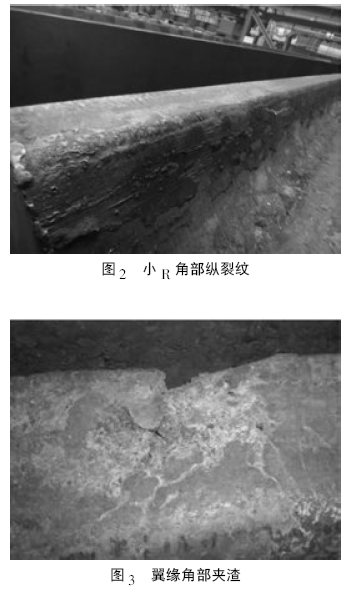
⑵小R 角部纵裂纹。沿着铸坯的小R 角部成直线分布,短的几厘米长的可贯穿整根铸坯,如图2所示。小R 角部纵裂纹严重时会造成连铸的漏钢事故,到目前为止还没有发现其对轧材的影响。
⑶翼缘角部夹渣。多数呈结疤状,严重时产生一个缺口,最深的可达20 mm 深,缺口处还有未熔的保护渣,如图3 所示。铸坯翼缘肩角部夹渣轻者会造成轧材上结疤的产生,严重时就会导致连铸漏钢。
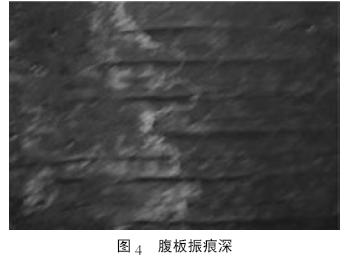
⑷腹板振痕深一般宽度2 mm 左右,深度2 ~ 3mm,也可以说是横向凹陷或是横裂,如图4 所示。
3 铸坯表面缺陷的形成分析
⑴纵裂纹产生机理。
纵裂纹形成的基本条件: ①结晶器弯月面区初生坯壳不均匀,在坯壳薄弱处产生应力集中; ②树枝晶间元素( P、S) 的局部偏析,裂纹的萌生和扩展总是在偏析严重之处[1]。坯壳厚度的不均匀性实际上就是冷却过程中热量传输和润滑的不均匀性,然而,实际生产中影响结晶器传热的因素很多: 气隙的不均匀形成、保护渣渣膜厚度的不均匀、结晶器铜板不同的磨损状况等等。一般情况下保护渣的黏度和拉速的积最佳的搭配η1300 vc = 0. 1-0. 3Pa × S ×( m/min) 时,水平传热和润滑的波动都是最小的[2]。润滑和传热不良时会使铸坯产生表面缺陷,而单位面积保护渣的耗量又是衡量保护渣润滑和传热的一个重要的参数[3]。
Qs = fQtρ /R
式中: f-保护渣的熔化比例; Qt -保护渣的吨钢消耗量,kg /t; ρ-钢的密度,t /m3 ; R-铸坯比表面积,板坯R<10,方坯R>20,矩形坯R = 15,薄板坯R>30。
R= 2( w+b) /wb
式中: w-结晶器的宽度,m; b-结晶器的厚度,m。
保护渣的吨钢消耗量一般0.3 ~ 0.7 kg /t,异型坯断面较为复杂其适应性较差,耗量也要偏高些,能够达到0.9 kg /t 左右。
⑵小R 角部纵裂纹形成原因。小R 角部是二维冷却,最早形成气隙而脱离铜板表面,由于断面的复杂性翼缘肩角处保护渣熔化困难,液渣难以完全填充角部气隙而使角部冷却条件变差,同时由于两个临面的收缩使小R 角处应力集中而产生纵裂或凹陷。
另外结晶器的铜板尺寸的精度也是影响小R角部纵裂纹的重要因素,还有生产节奏紊乱、钢水质量较差、温度高、拉速快、结晶器液面不稳定、冷却强度过大等都是影响因素。
⑶翼缘肩角部夹渣的原因。翼缘肩角处钢水的热流补充不足,液渣层较薄、烧结层厚与固渣混合,再加上结晶器液面的剧烈波动是造成夹渣的根本原因。保护渣选取的合理性可以改善由于断面的客观条件造成的保护渣熔化困难问题,然而影响结晶器液面波动的因素就比较多和复杂了。
⑷振痕产生机理。振痕的产生有两种常见的说法: 一种是“凹陷状”振痕,由于坯壳拉裂焊合而形成; 另一种是“带钩状”振痕,由于弯月面弯曲钢水重叠凝固形成[4]。总之,振痕是由于振动的存在而产生的。
目前连铸机的振动多采用了负滑脱振动形式,一个振动周期中负滑脱时间对振痕影响很大。铜板和坯壳总是保持相对运动的状态,当结晶器铜板向下振动速度超过拉坯速度时,铜板将保护渣带入的同时,液渣层冲击钢水弯月面,铜板相对坯壳向上运动时坯壳顶端重形成新的坯壳,在新旧坯壳交界的地方就形成振痕,而两次冲击之间铸坯相对铜板的行程就是振痕的间距,结晶器铜板带动液渣下振,冲击压力越大振痕就越深,反之就越浅。或者用L表示:
L =VC /F
式中: VC-铸机的平均拉速,m/min; F-振动频率,C /min,当F<15 mm 时,铸坯的横裂减少,振痕减轻[5]。
另外保护渣的性质也是影响振痕的直接因素,保护渣的黏度越高振痕越浅,黏度越高时保护渣的耗量相应的降低了,因此振痕就浅,而保护渣的渣条越大时振痕就越深,因为渣条增大时会使液渣流入通道的压力增加。
4 影响因素及预防措施
⑴结晶器的振动。结晶器是连铸机的“心脏”,那振动就是“脉搏”,没有振动连铸是无法正常生产的。振动除了影响铸坯的表面质量外,还是影响生产事故的关键因素。结晶器的振动轨迹应当与连铸机的圆弧一致。振动轨迹在使用过程中偏离圆弧很多时,将影响保护渣向下流入的均匀性。当横向偏离大于0.1 mm,或纵向偏离大于0.1 mm 时,铸坯的表面缺陷就增多,严重时甚至会产生粘结漏钢事故[5]。
结晶器在线检测的偏振数据比较困难和繁琐,因此可以采用“水纹法”检测作为参考。一般能够用肉眼观察到水纹的振动就可以认为产生了偏振现象,一旦出现偏振问题就必须及时停下维修。所以说提高振动系统设备维修精度和加强振动系统的检测设施,是保证铸坯的表面质量和杜绝生产事故的有效手段。
⑵结晶器内钢水的液面波动。结晶器内的坯壳是不断地运动和生长的,而结晶器的钢水液面可以说是坯壳的最前端的一种动态的平衡。液面的稳定对铸坯的表面质量和生产事故都有很重要的影响,一般结晶器液面波动控制在±3 mm,就能得到良好的铸坯质量。液面波动剧烈影响保护渣的液渣正常流入,造成铸坯表面缺陷的产生,严重时还会引发漏钢事故。
结晶器液面控制系统对设备的要求较高,射源接收器的精度、信号处理的速度和拉矫机反应的灵敏度; 生产工艺环节中: 钢水中夹杂物极度不均匀性、水口对中偏差、水口插入深度、保护渣加入方式、换水口环节等这些都是影响结晶器钢水液面波动的因素。因此为了避免结晶器钢水的波动,一是要加强设备的检测和维护; 二是对一些人为因素要强调精准性和熟练性。
⑶保护渣的理化性能。保护渣具有: 改善传热、润滑、隔绝空气防止二次氧化、隔热保温、吸收夹杂的作用。为了更好地发挥保护渣的作用,其理化性能要根据断面尺寸、钢种、拉速范围和结晶器振动的条件进行调整。
①单位比表面积传热是结晶器断面形状和尺寸对连铸保护渣要求的重要参数。大断面的结晶器单位比表面积传热小,铸坯凝固速度慢,为了保证铸坯出结晶器时能够有足够的坯壳厚度,相应地就要延长铸坯在结晶器内的时间,要求拉速相对较低。由于结晶器断面大,保护渣的消耗量也相应增大,应适当增大保护渣中的碳含量,适当降低熔速,保持熔渣的供给和消耗平衡。
②碳含量不同,铸坯的收缩系数不同,因此对保护渣的流动性、传热、润滑的要求都不同。高碳钢的初生坯壳凝固收缩小、流动性好、导热能力强,所以要求保护渣的润滑良好、结晶温度低、玻璃态好、碱度低的性能。碳含量在0.08%~ 0.15%之间时,铸坯收缩系数大,就要求保护渣具有较高的碱度、熔点、黏度和结晶温度,控制渣膜传热的能力强。
③拉速提高时,保护渣的耗量减少,因此拉速高时要提高保护渣的耗量。保护渣的耗量随着黏度的升高而降低,随着凝固温度、结晶温度和熔点的提高而降低。
④振动的负滑脱时间长,保护渣耗量增大,因此要提高保护渣的黏度; 振动频率增加时,保护渣的耗量减少,因此要降低保护渣黏度、凝固温度和结晶温度[6]。
⑷生产工艺因素。钢中的有害元素P、S 含量高、非金属夹杂物高及分布不均匀、过热度高、拉速快、冷却强度大等都是影响铸坯表面质量和生产事故的因素。
5 结语
连铸的生产关键是设备维护,例如: 振动的正常使用、结晶器液面的稳定、结晶器铜板和扇形段的精确的尺寸等等都是影响连铸铸坯质量和生产事故的主要因素。
其次,就是对连铸所用辅料的选取,最关键和直接的就是保护渣,合理的保护渣性能对铸坯质量和生产事故起到了至关重要的作用。
最后,生产工艺的稳定,合格的钢水、合理的中包温度、合理的拉速、更换水口的工艺、合理的冷却强度等也都是保证连铸铸坯质量和正常生产的因素。
通过对以上因素的严格控制,使得铸坯常见的表面缺陷大大地降低了,实现了铸坯收得率99.9%以上,铸坯合格率99.95%以上的目标。
参考文献:
[1] 蔡开科.连铸坯质量控制[M].北京: 冶金工业出版社,2010.5: 187.
[2] 卢盛意.连铸坯质量研究[M].北京: 冶金工业出版社,2011.2.: 94.
[3] 许英强,等.连铸保护渣技术问答[M].北京: 冶金工业出版社, 2013.1: 27-28.
[4] 张志强,张炯明.连铸坯表面振痕形成机理的研究[J].钢铁研究, 2008( 2) .
[5] 卢盛意,连铸坯质量[M]. 北京: 冶金工业出版社,2000.12: 168 / /67.
[6] 李广田,等.钢铁冶金辅助材料[M].北京: 化学工业出版社, 2009.12: 153-155.