
(湖南衡阳钢管(集团)有限公司炼铁厂)
摘 要 本文针对衡钢1#高炉铁口喷溅、开漏、难开的情况做了分析,介绍了相应的技术改造处理方法及取得的效果。炉前降低了机物料消耗,为高炉强化冶炼奠定了基础。
关键词 炉前技术 铁口维护 降低机物料消耗
1 前言
衡钢1#高炉有效容积1000m3,设两个出铁口,未设渣口。因渣铁一起从铁口排出,对炉前出渣出铁的要求更加严格。炉前工作质量至关重要,一旦出现问题,就会造成炉内憋风减风,影响高炉正常生产。衡钢1号高炉开炉达产后,随着冶炼强度的提高,铁口喷溅和出铁口开漏、铁口难开问题日渐严重,且铁口不易维护,造成炉前工作人员劳动强度大,炉前各种机物料消耗增高,炉前设备维修频繁,影响了高炉的高产稳产。针对这个问题,通过组织技术人员不断进行分析、研究、试验、改造,逐步解决了制约炉前工作的难题。目前,炉前工作基本满足了高炉强化冶炼的需要。
2 铁口喷溅和铁口开漏、铁口难开的危害
打开铁口后大量渣铁喷溅,堆积在主沟两侧。堆积太高后,开口机无法旋转,泥炮机无法直接堵铁口,铁口喷溅严重制约着生产。
铁口旁两边主沟渣铁堆积大,堆积时间长,在堵铁口时拦在泥炮机和泥套之间,使泥炮机卡住不能进退,造成烧毁开口机和休风堵口事故。
铁口喷溅时,无法看清楚和修理泥套,导致堵铁口时冒泥和烧坏炮头。
铁口喷溅严重,渣铁难以排放干净,影响着炉况的顺行。
铁口喷溅严重,容易发生人身安全事故。
铁口开漏、难开时,渣铁不能及时有效排放。
长时间开不全铁口,会破坏炉况的顺行。
3 衡钢1号高炉出铁口情况
衡钢1号高炉于2009年5月1日开炉。开炉后,前期生铁产量较低,风压、风量水平不高,铁口喷溅和出铁口开漏、难开问题不太突出。随着高炉风量的不断提高,负荷加重,强度增高,铁口喷溅越来越严重,铁口开漏和铁口难开的次数越来越多,铁口维护工作困难极大,时常发生堵口跑泥,导致出铁时间缩短,渣铁排放不干净与铁口维护欠缺的恶性循环,有时甚至被迫减风减压堵口,造成产量的损失,生铁浪费严重。2010年10月2日1号铁口甚至发生堵口烧坏泥炮机,被迫休风堵铁口,造成无计划倒铁口出铁的严重事故。铁口状况已影响到了正常的生产,事故隐患重重。
4 铁口喷溅和铁口开漏、铁口难开产生的原因,通过和湘钢炉前技师的交流,经过细致的讨论和科学的分析,我们归纳有以下几点:
4.1 铁口喷溅的原因
4.1.1 炮泥含水量高、烧结不好
我们现用的炮泥是无水炮泥,要求水份不能超过规定的技术标准。当炮泥含水过高时,铁口通道周围的热量不能在适当的时间内释放完炮泥中的水份时,就会造成铁口通道潮湿,影响正常的出铁操作和渣铁排放,炮泥因含水高烧结不好是造成喷溅严重的原因之一。
4.1.2 炮泥强度低
新高炉出铁口内炮泥基础强度低,与炉碳砖接触点易产生断裂,造成铁口过浅,铁口通道易卡焦炭,捅开缺口后便造成喷溅。
4.1.3 铁口窜气
新开炉铁口通道补充的泥基础差,与碳砖接触有裂缝,造成铁口窜气,所窜出的煤气与缺水接触也是铁口喷溅的重要原因。
4.1.4 钻铁口操作不当
开铁口时,由于操作不当(钻杆抖动、烧氧气常不当等),造成铁口孔道不规则,铁水在孔道内产生涡流。
4.2 铁口难开、开漏的原因
4.2.1 炮泥强度过高
由于铁口喷溅,我们要求炮泥生产厂家把炮泥强度提得很高,虽然铁口喷溅有所好转,但铁口开口难度增大,这是主要原因。
4.2.2 铁口控制不合理
打泥过多,一直在250公斤左右,铁口过深,控制在2.9-3.1米之间,最深时3.2米以上。如果铁口开漏,铁口就很难打开。
4.2.3 操作不稳定
主要体现在打泥量的不稳定,有些班通过多打泥,造成炮泥烧结不好,从而从而让铁口好开,弊端是铁口涨得太深,下班又减泥降铁口,减泥过程中炮泥烧结太好,铁口当然就难开。并且在减泥过程中,漏铁口出现增多。
4.2.4 铁口漏点比较深,在铁口钻到红点时出现漏的现象,造成钻头、钻杆熔化,或使钻杆粘住
铁口长时间不能漏开,就算打少量的泥,铁口也维持比较深,我们分析这种情况主要是炮泥强度高或炉况不顺、炉缸不活跃、炉温波动大所引起的。
4.2.5 铁口在炉墙和泥包的相接部位出现渗漏,铁口容易漏开
如果把铁口钻开发现铁口深度偏浅,堵口加泥后铁口深度很难涨上去,漏的次数比较频繁。这种情况主要是炮泥强度低或炉缸活跃,风量高,边缘气流旺或者炉温偏低。
4.2.6 铁口有两个漏点,一个漏点在2.1m左右(铁口下端),另一个在2.4m左右(铁口上端)。出现这种情况我们认为是在炉况失常烧氧气管时烧坏了铁口通道周围的耐火砖。
4.2.7 开口时粘钻杆。原因主要是钻头质量差、钻头选择过小以及员工操作不当。
综上所述,各种铁口维护不利因素的综合作用,导致了衡钢1号高炉在冶炼强度提高后,铁口喷溅渐严重,炉前铁口难开和漏铁口次数增多。
5 针对铁口喷溅和出铁口开漏、铁口难开的各种原因,我们相应地采取了以下措施:
5.1 消除出铁口喷溅的措施
5.1.1 预钻铁口并烤干
针对潮铁口出铁喷溅严重的问题,我们采取了铁口预钻的方法,出铁前先预钻到铁口通道有潮气的位置(大约在1.5-.2.2m左右),再用压缩空气快速烘烤大约5分钟左右,换上顶杆或小钻头试着用开口机往里面钻,直到把铁口打开,杜绝了带潮泥出铁,取得了一定的效果。
5.1.2 改进泥质
在喷溅严重时,出铁口时间短,出铁时间平均在35-40分钟左右,铁次最多时达16-17次/天,针对这种情况,我们要求炮泥供应厂家在炮泥中增加在中低温区烧结快的材料,以改善泥质。采取措施后使我们的出铁时间越来越稳定。每次出铁时间由原来的35-40分钟提高到现在的60-70分钟,平均铁次由16次/天减少到13次/天。
5.1.3 铁口通道周围压入无水泥浆
针对铁口通道裂缝问题,采取的控制办法是:利用休风机会,在铁口周围的炉壳上开4-6个孔,从炉壳外面压入无水泥浆,堵塞气道堵补裂缝,取得了一定的效果。
5.2 消除铁口难开和漏铁口的措施
5.2.1 调整炮泥配方
第一步我们把粗粉减少,细粉增多。目的有三:一个是细粉增多,有利于降低炮泥的烧结速度,从而铁口好开,二是细粉增多可增加炮泥的致密度,减少漏铁口次数,三是细粉增多可增加炮泥的延展性,有利于形成良好泥包,并且在同泥量的情况下,铁口不会涨得太深。第二步就是在第一步的基础上,降低炮泥强度,直到达到合乎生产的要求。
5.2.2 调整铁口深度标准
高炉的铁口深度标准为2.6-3.0m,10月份在郭首席的指导下我们铁口深度标准改为2.5~2.8m,现在看来,铁口深度稳定,渣铁排放正常,铁口难开次数减少,目前铁口深度稳定在2.6m左右比较合理。
5.2.3 规定日、班出铁次数
出铁间隔时间规定为40-50分钟,每班保证4次铁,日出铁次数控制在12-14次。这样保证炮泥不会过分烧结而造成铁口难开。
5.2.4 规定每次堵口打泥量
开始时规定每次堵口打泥量210公斤,铁口深度在2.7~2.9米,现规定每次堵口打泥量180公斤,铁口深度控制在2.5~2.8米。
5.2.5 改进打泥方法,采用打泥顶压方法
具体操作是打完泥后,轻点泥炮打泥手柄,将打泥压力提高,控制在120Mpa。这样做的目的是通过提高打泥压力,使铁口孔道内打入的炮泥致密,从而泥包稳定,铁口不容易漏,并且铁口耐冲刷。
5.2.6 针对铁口有两个漏点的特殊情况,利用休风检修机会,将铁口框架里面的旧料全部清理干净,一直到碳砖外侧的浇注料,最后用铁口浇注料整体浇注好。
5.2.7 针对开口时粘钻杆这种情况,我们首先从钻头质量入手,要求钻头厂家改用质量的合金刀片钻头,然后提高开口机压缩空气压力,接着改进操作方法,尤其在换钻头时要把握好时机,铁口快要开时,铁口孔道要拉空,专人操作、专人指挥,铁口打开后快速退出钻杆。最后我们在铁口稳定的情况下,适当用大钻头。通过这些措施,开口粘钻杆现象就明显减少,开口时间和劳动强度大大减少。
通过采取以上几项措施,铁口喷溅、铁口难开和铁口开漏问题问题得到了根本的解决,
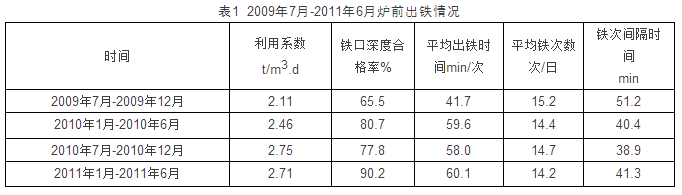
炉前机物料消耗明显降低。泥套浇注使用寿命由7天/个提高到30天/个,炮帽更换个数由300个/月降至25个/月,钻杆更换根数由353.9根/月降至280根/月逐步扭转了炉前生产的被动局面。目前,为适应高炉高产稳产的需要逐步由单铁口出铁作业过渡到双铁口出铁作业,缩短了出铁间隔时间,使炉内不至因炉前出铁不及时而减风。为炉内强化冶炼操作提供了前提条件。2009年6月-2011年6月炉前出铁情况见表1。
4 结束语
通过技术人员共同努力,采取针对性的措施,衡钢1号高炉有效的解决了铁口喷溅、铁口开漏、铁口难开的问题,保证了高炉强化冶炼的需要,同时减轻了炉前工作人员的劳动强度,延长了设备使用寿命,也减少了炉前机物料消耗。今后,在铁口维护方面我们还需要不断积累经验和深入研究,使炉前工作更好地适应高炉强化冶炼过程,不再成为束缚高炉生产流程的限制性环节。
5 参考资料
[1] 实用高炉炼铁技术, 冶金工业出版社, 2004.
[2] 胡光等. 高炉炉前操作技术, 冶金工业出版社, 2008.